Curing agents are essential for transforming fluoroelastomers (FKM), synthetic rubbers known for their chemical resistance and thermal stability, into durable materials. These agents create crosslinks that improve mechanical strength, thermal resistance, and chemical durability. Fluoroelastomers, with over 10% fluorine content by weight, are widely used in high-temperature applications like seals, gaskets, and hoses across aerospace, automotive, and semiconductor industries.
Key curing systems include amine, bisphenol, and peroxide-based methods. Each system offers distinct advantages, such as compression set resistance, thermal stability, or chemical resistance. For example, bisphenol cures excel in maintaining shape under heat, while peroxide systems resist acids and steam. Advanced formulations, like fluorinated di-olefin agents, push thermal limits to 572°F, and nitrile-based systems can handle up to 662°F. Selecting the right curing system ensures optimal performance for specific applications.
Curing agent quality and dispersion are critical for consistent results. Additives like magnesium oxide or calcium hydroxide improve acid resistance, while precise formulations enhance durability and processing efficiency. Proper selection and sourcing of curing agents are vital for high-performance fluoroelastomer products.
Basic Understanding of Fluoroelastomers – Gallagher Fluid Seals
sbb-itb-aa4586a
Types of Curing Agents Used in Fluoroelastomer Systems
The curing system you choose for fluoroelastomers (FKM) doesn’t just determine how the crosslinking occurs – it also shapes how the material performs under extreme conditions. There are three main curing systems used in FKM compounding: amine, bisphenol, and peroxide. Each works differently and offers distinct performance characteristics.
Amine Curing Systems
Amine curing systems were the first to be developed for fluoroelastomers. They rely on diamines, which attack the polymer backbone through nucleophilic reactions. This process eliminates hydrogen fluoride (HF), creating reactive sites where crosslinks can form [4]. While this method played a critical role in early FKM development, it has largely fallen out of favor. Safety concerns during processing and inconsistent sealing performance have led to its replacement by other systems. Today, bisphenol curing systems are the go-to choice for most applications.
Bisphenol Curing Systems
Bisphenol curing systems are now the industry standard for general-purpose FKM compounds. The most common curative is bisphenol AF, used alongside an accelerator, such as a quaternary phosphonium salt, and a metal oxide or hydroxide like zinc oxide vs. magnesium oxide (MgO) or calcium hydroxide (Ca(OH)₂) [4]. These components work together to remove HF from the polymer chain, creating double bonds that the bisphenol reacts with to form a tightly crosslinked network.
"The bis-phenol curable stocks provide excellent processability and compression set resistance." – W. W. Schmiegel and A. L. Logothetis [4]
One challenge with bisphenol systems is the high melting point of bisphenol AF-based curatives – around 473–478°F (245–248°C). This can make it difficult to achieve uniform dispersion. However, these systems remain the top choice when ease of processing and reliable sealing performance are critical. For applications requiring better resistance to steam and acidic environments, peroxide curing systems are often preferred.
Peroxide Curing Systems
Peroxide curing systems use free radical chemistry to create crosslinks. Organic peroxides, such as 2,5-bis(t-butylperoxy)-2,5-dimethylhexane, decompose under heat to produce radicals. These radicals react with bromine or iodine atoms introduced into the polymer chain through cure-site monomers (CSMs) [4]. Coagents like triallyl cyanurate (TAIC) or triallyl isocyanurate (TAC) help trap these radicals, improving the density and uniformity of the crosslinks [2][5].
As G. Comino from Ausimont S.p.A. explains:
"Commonly used curing agents, such as triallyl cyanurate and triallyl isocyanurate, show good thermal resistance only up to 220°C, thus restricting material application at higher temperatures." [2]
Peroxide-cured FKM compounds are particularly well-suited for environments involving steam or acidic conditions, such as chemical processing equipment or automotive cooling systems. They outperform bisphenol systems in these demanding applications.
| Curing System | Key Components | Mechanism | Primary Advantage | Thermal Limit |
|---|---|---|---|---|
| Amine | Diamines | Nucleophilic attack | Early technology; specific chemical resistance | Lower than bisphenol |
| Bisphenol | Bisphenol AF, phosphonium salt, MgO/Ca(OH)₂ | Dehydrofluorination + nucleophilic attack | Excellent compression set & processability | Standard FKM range |
| Peroxide | Organic peroxide, TAIC/TAC coagent | Free radical generation | Superior acid and steam resistance | ~428°F (220°C) [2] |
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
How Curing Agents Influence Fluoroelastomer Performance
Curing agents play a central role in shaping the performance of fluoroelastomers, especially under challenging conditions like high heat, mechanical stress, and chemical exposure. The type of crosslinks formed during curing significantly impacts the material’s capabilities, setting the boundaries for its performance.
Mechanical Properties and Compression Set
The density and type of crosslinks directly influence mechanical traits like tensile strength, elasticity, and a seal’s ability to recover after being compressed at elevated temperatures. For example, in bisphenol-cured systems such as Viton A-401C, chemical crosslinks primarily dictate mechanical behavior up to 85% strain. Beyond this point, ionic interactions start to dominate [9]. In peroxide-cured systems, the choice of coagent is critical for maintaining crosslink strength. Standard TAIC-based networks tend to degrade above 428°F (220°C) due to thermal-oxidative aging, which breaks the unstable exocyclic C–N bonds in TAIC before the polymer backbone is affected [7]. A torque increase of at least 0.5 dNm – or ideally 150% above the initial value (ML) – is a good indicator of high-quality crosslinks [8].
Strong crosslinks are essential not only for mechanical performance but also for enduring high temperatures.
Thermal Stability and Aging Resistance
The thermal limits of a fluoroelastomer are closely tied to the stability of its crosslinks. According to E. I. Du Pont de Nemours and Company:
"Crosslinks formed with peroxides are not as thermally stable, exhibiting instability at about 220°C. Therefore, for parts for high temperature use, ‘nitrile cures’ are preferred." [5]
Nitrile-based curing systems form s-triazine rings during crosslinking, which are more thermally stable than the carbon–carbon bonds created in peroxide systems. These nitrile networks can withstand temperatures ranging from 527°F to 590°F (275–310°C) [5]. For applications requiring even greater thermal endurance, dual cure systems combine the rapid initial molding of peroxide curing with a nitrile catalyst that ensures long-term stability during post-curing [5].
Tecnoflon® PFR95, developed by Ausimont S.p.A., uses a fluorinated di-olefin curing agent to surpass the thermal limits of TAIC-based systems. This formulation enables the polymer network to maintain its mechanical and sealing properties up to 572°F (300°C) [2]. In extreme conditions, fluoroelastomers with optimized long-chain branching (LCB) – characterized by a storage modulus ratio (G′₀.₁/G′₁) between 1.75 and 2.25 – can retain sealing performance at temperatures as high as 662°F (350°C) [3].
This exceptional thermal stability is further enhanced by chemical resistance, which is closely tied to the type of crosslinks.
Chemical and Fluid Resistance
The type of curing system also determines how well a fluoroelastomer resists fuels, oils, solvents, and aggressive chemicals. Peroxide-cured systems, which form carbon–carbon bonds, generally offer better resistance to steam and acidic environments compared to the ionic crosslinks found in bisphenol systems [1]. This makes peroxide-cured compounds an excellent choice for chemical processing and automotive cooling systems.
For the harshest chemical environments, such as those in semiconductor manufacturing, nitrile-curable fluoroelastomers have been formulated with cure-site monomers like 8-CNVE and ammonia-generating agents (e.g., urea or benzyl carbamate). These advanced formulations maintain both sealing integrity and chemical resistance at temperatures up to 662°F (350°C) [3]. Selecting the right curing agent is critical for ensuring reliable performance in such demanding applications.
| Curing System | Thermal Limit | Key Benefit |
|---|---|---|
| Peroxide / TAIC | ~428°F (220°C) | Quick curing; limited by C–N bond degradation [2][7] |
| Peroxide / Fluorinated Di-olefin | ~572°F (300°C) | Enhanced thermal and chemical stability [2] |
| Nitrile / Organotin | 527–590°F (275–310°C) | Stable s-triazine rings for high-temperature durability [5] |
| Dual Cure (Peroxide + Nitrile) | >527°F (275°C) | Combines fast curing with long-term thermal stability [5] |
| Nitrile / LCB Optimized | ~662°F (350°C) | Exceptional sealing in extreme chemical conditions [3] |
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Processing and Manufacturing Considerations
Laboratory chemistry plays a role, but the management of curing systems is what truly defines FKM performance during mixing, molding, and post-curing.
Cure Kinetics and Scorch Safety
Cure kinetics describe how efficiently a rubber compound crosslinks under heat and pressure. In fluoroelastomer manufacturing, this process is often monitored by measuring torque changes over time using an Oscillating Disc Rheometer (ODR). For effective curing, the maximum torque (MH) should be at least 0.5 dNm higher than the minimum torque (ML), with a gap of over 2 dNm being ideal [10]. This gap reflects crosslink density – larger differences indicate a more thoroughly cured material.
Accelerators like benzyltriphenylphosphonium (BPP) can speed up vulcanization and reduce the curing temperature, but careful dosage is crucial. Overuse can lead to premature crosslinking, causing viscosity spikes that disrupt extrusion and mold filling. The ts2 value, which marks a 2-unit torque increase above ML in ODR testing, helps monitor scorch onset and ensures safe processing, especially for intricate mold designs.
Nitrile curing systems are naturally slower, offering excellent scorch safety but requiring longer mold residence times. As noted by E. I. Du Pont de Nemours and Company:
"Nitrile cures are very slow, meaning that cure times in the mold are very long before the part may be demolded… This makes the nitrile cure very expensive in terms of labor and equipment productivity." [5]
Peroxide systems, on the other hand, cure much faster but demand precise temperature control to prevent premature crosslinking or void formation during the initial heating phase.
Balancing Processability and Performance
Beyond cure kinetics and scorch safety, manufacturers must balance ease of processing with performance outcomes. Fluoroelastomer production often uses a two-stage curing process: an initial press cure (e.g., 356°F/180°C for 10 minutes) followed by a post-cure at higher temperatures (around 446°F/230°C). This method is common in dual-cure systems, where the peroxide stage quickly stabilizes the part’s shape, and the nitrile stage completes the crosslink network for long-term durability and sealing efficiency [5].
The dispersion of curing agents also affects processing efficiency. For example, Bis-aminophenol AF (BOAP), a widely used curative in perfluoroelastomers, has a high melting point of 473–478°F (245–248°C), making uniform dispersion challenging. Uneven dispersion can lead to inconsistent curing and part quality [6]. Amidine-based curatives, in contrast, disperse more easily and provide faster, more uniform curing.
In ternary fluoroelastomer systems, research suggests that a formulation with 2.5% vulcanizing agent AF and 0.6% accelerator BPP achieves a balance of scorch time, tensile strength, and compression set [1]. Vulcanizing agents are typically added in small amounts – 0.5 to 3 phr (parts per hundred rubber) – so even slight variations in dosage can impact both processability and final performance. Processing aids like stearic acid or polyethylene wax can also enhance flow and mold release without compromising the cured compound’s physical or chemical properties [1].
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Practical Considerations for Curing Agent Selection and Sourcing
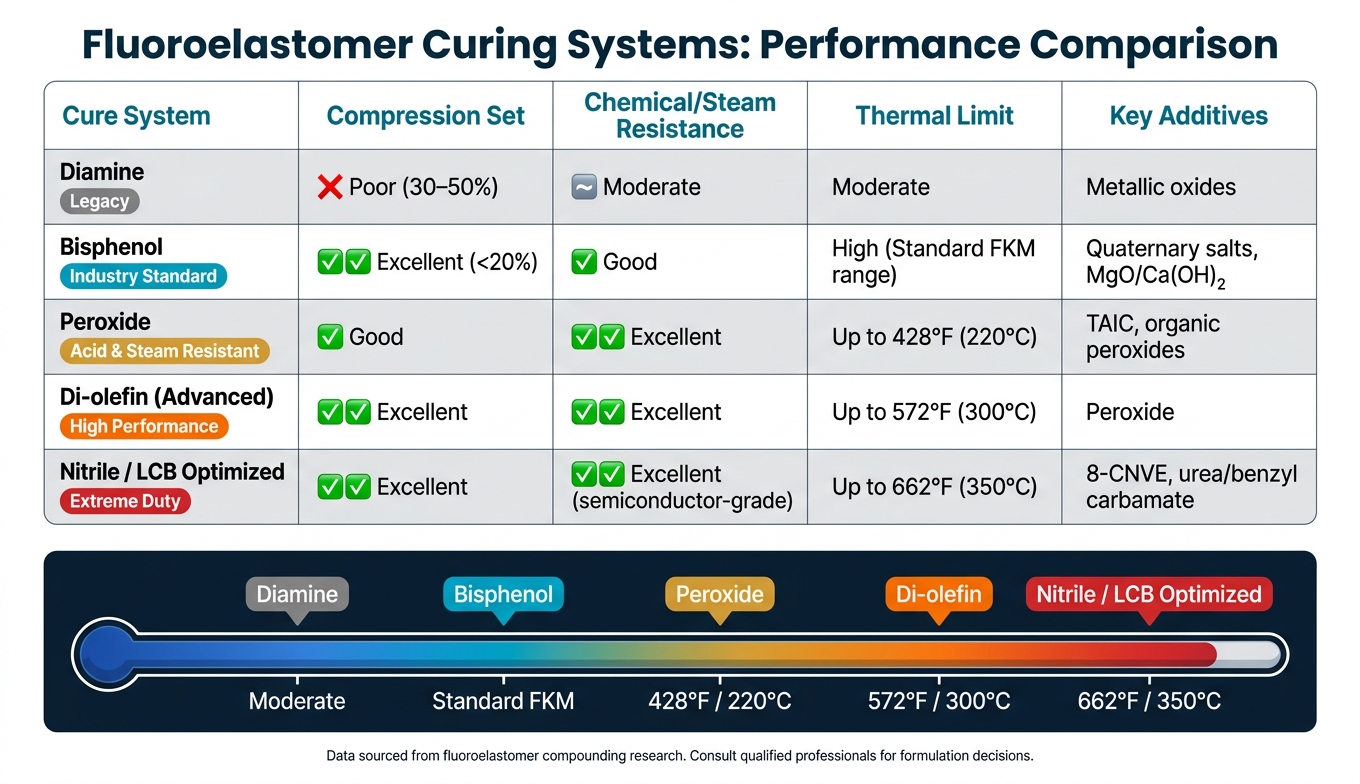
Fluoroelastomer Curing Systems Compared: Performance, Thermal Limits & Key Properties
Key Factors in Selecting Curing Agents
Choosing the right curing agent is all about matching it to the specific demands of the application. No single system is perfect across all performance areas, so understanding the trade-offs is essential.
For example, achieving a compression set under 20% is often a priority. Bisphenol curing systems generally outperform traditional diamine cures in this area, delivering compression set values below 20%, compared to the 30–50% range seen with diamine systems. Thermal performance is another critical factor. While standard curing agents typically cap thermal resistance at 428°F (220°C), advanced options such as fluorinated di-olefins push this limit to 572°F (300°C). Some specialized formulations can even handle temperatures as high as 662°F (350°C) [2][3].
Another key consideration is acid acceptor compatibility, which directly impacts the longevity of seals. During vulcanization, curing agents produce acidic byproducts that can degrade materials over time. To counteract this, metallic oxides like magnesium oxide (MgO) or calcium hydroxide (Ca(OH)₂) are commonly added. For seals exposed to aggressive acids such as nitric, hydrochloric, hydrofluoric, or acetic acid, lead oxide is often preferred. It forms an insoluble salt that resists moisture absorption, reducing the risk of degradation [11].
Here’s a quick comparison of the main cure systems and their trade-offs:
| Cure System | Compression Set | Chemical/Steam Resistance | Thermal Limit | Key Additives |
|---|---|---|---|---|
| Diamine | Poor (30–50%) | Moderate | Moderate | Metallic oxides |
| Bisphenol | Excellent (<20%) | Good | High | Quaternary salts, MgO/Ca(OH)₂ |
| Peroxide | Good | Excellent | Up to 428°F (220°C) | TAIC, organic peroxides |
| Di-olefin (Advanced) | Excellent | Excellent | Up to 572°F (300°C) | Peroxide |
After identifying a curing system that meets your performance needs, the next step is ensuring the quality of the raw materials.
Sourcing Quality Curing Agents and Additives
Once the right curing agent is chosen, securing high-quality materials becomes the priority. Consistency in raw materials is critical, especially in industries like aerospace and semiconductor manufacturing, where even small impurities can lead to seal failure under extreme conditions.
"The type of curative or vulcanization agent used will also influence the physical properties and eventual life expectancy of the fluorocarbon seal in service." [11]
Purity is particularly important because vulcanizing agents are used in small quantities – typically between 0.5 and 3 phr. At such low dosages, even minor impurities or dosing errors can significantly impact the crosslinked network and, ultimately, the durability of the product [1].
There’s also a growing emphasis on safer, more environmentally friendly compounding agents. For instance, accelerator NS (TBBS) is gaining popularity as a safer alternative to older accelerators that release carcinogenic nitrosamines [1]. Working with suppliers who stay ahead of regulatory changes can help manufacturers avoid compliance issues down the road.
Allan Chemical Corporation supports fluoroelastomer manufacturers by providing specialty chemicals such as metallic oxides and compounding additives. These materials meet the stringent purity and documentation standards required in regulated industries. With over four decades of experience and a focus on just-in-time delivery, AllanChem ensures reliability for tight-tolerance formulations.
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Conclusion
Curing agents play a critical role in determining how fluoroelastomers perform under extreme conditions. G. Comino et al. from Ausimont S.p.A. highlighted this point:
"Commonly used curing agents, such as triallyl cyanurate and triallyl isocyanurate, show good thermal resistance only up to 220°C, thus restricting material application at higher temperatures." [2]
Advances in curing technology, such as fluorinated di-olefin agents, have pushed thermal performance to approximately 572°F (300°C). For even more demanding applications, like those in the semiconductor industry, nitrile-curable systems with long-chain branched polymers can sustain sealing reliability at temperatures as high as 662°F (350°C) [3]. However, achieving these improvements often involves balancing cure speed, cost, and formulation complexity.
The choice of curing mechanism significantly impacts both material performance and manufacturing efficiency. Ionic systems, like bisphenol cures, excel in providing low compression set and ease of processing. On the other hand, peroxide-based systems create durable C–C bonds that withstand harsh environments, including exposure to acids and steam [4]. Dual-cure systems offer a balanced approach, combining the efficiency of peroxide curing with the thermal stability of nitrile-based crosslinks [5]. These innovations showcase how thoughtful formulation can turn raw material constraints into high-performance solutions.
Maintaining consistent quality in fluoroelastomer production also depends on sourcing high-purity curing agents. Typically used in small amounts – ranging from 0.5 to 3 phr – the purity and even dispersion of these agents are crucial for building a robust crosslinked network that ensures long-term durability [1]. Suppliers like Allan Chemical Corporation provide specialty chemicals, including metallic oxides and compounding additives, tailored for regulated industries. With over 40 years of experience and a focus on just-in-time delivery, they help manufacturers meet the stringent demands of high-performance applications.
Disclaimer: This content is for informational purposes only. Always consult official regulations and qualified professionals when making sourcing or formulation decisions.
FAQs
How do I choose the best FKM cure system for my application?
Choosing the appropriate FKM cure system hinges on factors like thermal requirements, chemical resistance, and processing conditions. Nitrile-cure systems provide better thermal stability but can break down when exposed to steam, acids, or hot water. With bisphenol-curing FKM grades, you can fine-tune the accelerator and cross-linker ratios to manage the curing speed and ensure optimal results. To boost performance and longevity, combine your cure system with compatible bases and fillers.
Why do peroxide-cured FKMs handle steam and acids better than bisphenol cures?
Peroxide-cured fluoroelastomers (FKMs) excel in steam and acidic conditions because of their carbon-to-carbon crosslinking. This crosslinking, created through a free-radical process, provides strong resistance to hydrolytic degradation – a weakness often seen in bisphenol-cured systems. Thanks to this structure, peroxide-cured FKMs deliver superior durability and chemical resistance, making them well-suited for tough industrial environments.
What processing tests best predict FKM cure quality and scorch risk?
Vulcametric tests, particularly those conducted with a Monsanto Rheometer, are widely used to evaluate the cure quality and scorch resistance of FKM (fluoroelastomer) materials. These tests track the cross-linking process, providing insights into how curing agents and coagents perform. By examining rheometric curves, technicians can measure critical factors such as the rate and extent of cross-linking. Allan Chemical Corporation offers technical-grade chemical solutions designed to support dependable testing and the production of high-performance fluororubber formulations.



Comments are closed