Zinc Oxide (ZnO; CAS No. 1314-13-2) and Magnesium Oxide (MgO) are widely used as activators in sulfur vulcanization, a process that enhances rubber’s durability and elasticity. ZnO has long been the standard due to its consistent performance across various rubber types, especially natural rubber and Styrene-Butadiene Rubber (SBR). However, concerns over ZnO’s toxicity to aquatic ecosystems have driven interest in MgO as an alternative. MgO offers advantages in specific applications, such as Nitrile Butadiene Rubber (NBR), where it improves crosslink density and elastic properties without compromising tensile strength or tear resistance.
Key differences between ZnO and MgO include:
- ZnO excels in general-purpose elastomers like natural rubber and SBR, delivering stable cure profiles and reliable mechanical properties.
- MgO performs better in polar elastomers like NBR, offering higher crosslink density and improved viscoelastic properties.
- Environmental concerns: ZnO is harmful to aquatic life, while MgO is non-toxic, making it a safer choice for manufacturers facing stricter regulations.
For optimal results, many formulations now use a ZnO/MgO blend, particularly in Polybutadiene Rubber (PBR), to balance performance and reduce zinc content. Testing and precise ratio adjustments are critical to achieving desired outcomes.
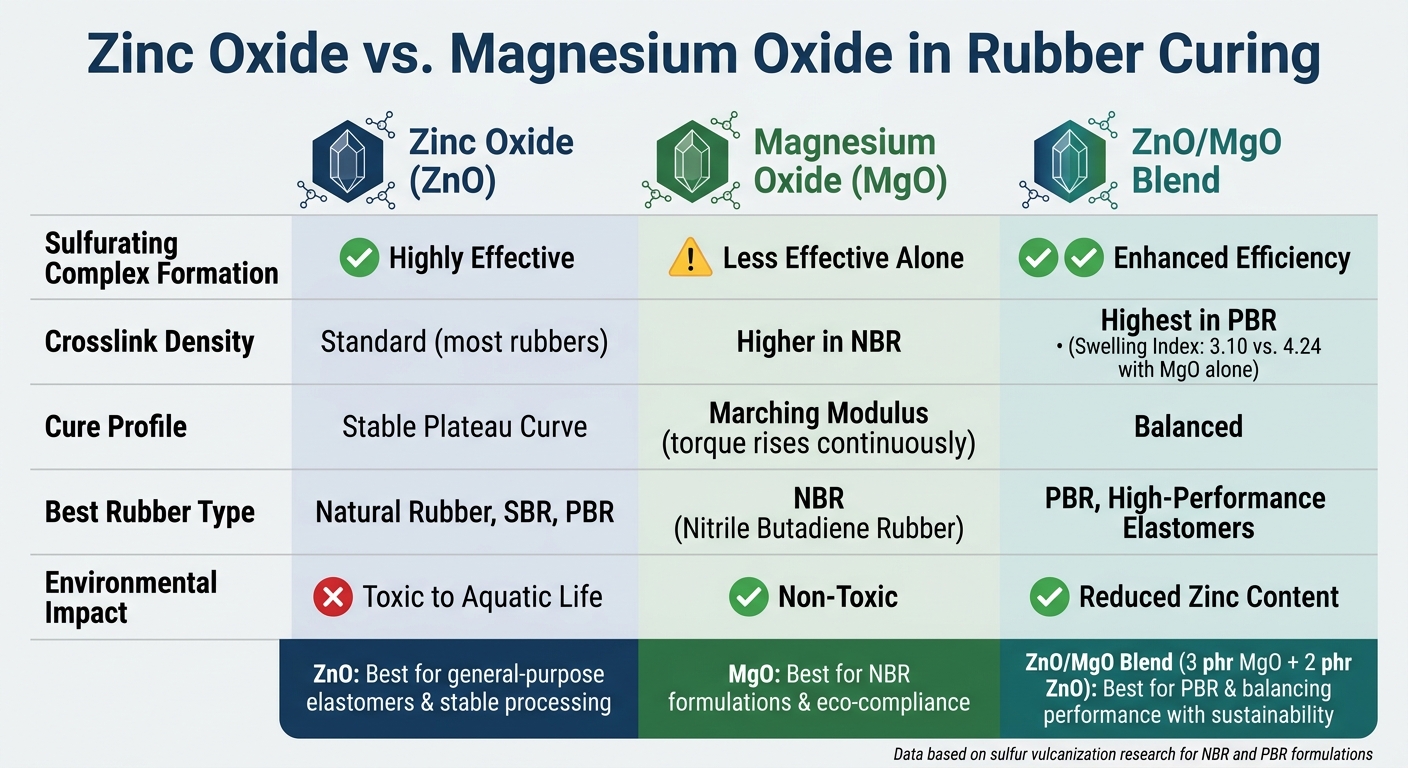
Quick Comparison
| Factor | Zinc Oxide (ZnO) | Magnesium Oxide (MgO) | ZnO/MgO Blend |
|---|---|---|---|
| Sulfurating Complex | Highly effective | Less effective alone | Enhanced efficiency |
| Crosslink Density | Standard in most rubbers | Higher in NBR | Highest in PBR |
| Cure Profile | Stable (plateau curve) | Marching modulus (torque rises) | Balanced |
| Eco Impact | Toxic to aquatic life | Non-toxic | Reduced zinc content |
For manufacturers, the choice depends on the rubber type, performance needs, and regulatory requirements. MgO is particularly useful in NBR formulations, while ZnO remains a reliable option for general-purpose elastomers. A ZnO/MgO blend offers a practical middle ground for balancing performance and environmental goals.
Zinc Oxide vs. Magnesium Oxide in Rubber Curing: Key Differences
Properties and Functions of Zinc Oxide and Magnesium Oxide
Chemical Properties of ZnO and MgO
Zinc Oxide (ZnO; CAS No. 1314-13-2) and Magnesium Oxide (MgO) are white solid compounds commonly used as activators in rubber compounding. While they share similar functional roles, their chemical and physical properties differ significantly. ZnO is denser and available in both standard industrial grades and nanoparticle forms. MgO, on the other hand, has a lower density and can be synthesized into hexagonal nanoparticles, which improve dispersion and reactivity [1].
These structural differences influence their performance as activators in vulcanization. Nanostructured forms of ZnO and MgO, with their increased surface areas, allow for reduced loading levels without sacrificing activation efficiency [1].
Roles in Sulfur Vulcanization
Both ZnO and MgO play critical roles as activators in sulfur vulcanization, facilitating the reaction between accelerators and sulfur to form crosslinks [2]. The specific behavior of MgO has been analyzed using model compound vulcanization, a technique designed to isolate and study individual chemical interactions during the curing process [2]. Unlike ZnO, MgO exhibits a "marching modulus", where torque continues to increase during curing rather than stabilizing at a plateau [1]. This unique behavior requires careful adjustments to curing times and temperatures.
These differences in reaction dynamics highlight why ZnO and MgO perform differently across various rubber formulations.
Behavior in Different Rubber Types
The choice of activator significantly affects the performance of rubber formulations. ZnO is the standard activator for natural rubber and styrene-butadiene rubber (SBR), while MgO shows distinct advantages in polar elastomers like nitrile rubber (NBR). NBR is widely used in applications such as fuel hoses, O-rings, and oil-resistant seals.
When ZnO is replaced with MgO (including environmentally friendly green-MgO variants) in NBR formulations, the results consistently show higher crosslink density and elastic moduli, along with reduced stress relaxation and phase angle [1]. As noted by da Silva, A.A., et al.:
"The vulcanization of NBR with MgO and green-MgO resulted in rubber materials with higher crosslink density, higher elastic moduli, lower phase angle δ, and lower stress relaxation than ZnO composites." – da Silva, A.A., et al. [1]
These improvements in viscoelastic properties do not compromise mechanical performance. Studies confirm that tensile strength, tear resistance, and hardness remain comparable between NBR compounds activated with ZnO and those using MgO [1]. For manufacturers producing NBR-based components, MgO serves as an effective – and in certain aspects, superior – alternative to ZnO.
sbb-itb-aa4586a
Performance of Zinc Oxide in Rubber Curing
Performance Characteristics
Zinc Oxide (ZnO) plays a key role as an activator in sulfur vulcanization. As noted by Guzman, M., Vega, B., Agullo, N., and Borros, S.:
"Zinc oxide is a widely used compound in the rubber industry due to the excellent properties that it shows as an activator and, consequently, its role in the mechanism of accelerated sulfur vulcanization has been extensively studied." [2]
ZnO provides dependable mechanical properties like tensile strength, tear resistance, and hardness across a variety of rubber formulations [1]. For manufacturers working with natural rubber and Styrene-Butadiene Rubber (SBR) – the two most commonly used elastomers in U.S. production – ZnO remains the preferred activator due to its predictable and well-documented curing behavior.
That said, ZnO does have performance limitations in certain contexts. For example, in Nitrile Butadiene Rubber (NBR) systems, ZnO tends to result in lower crosslink density and a higher phase angle compared to Magnesium Oxide (MgO). This difference is particularly important in dynamic or load-bearing applications where maintaining dimensional stability is critical [1].
These characteristics not only shape how ZnO is used in production but also have implications for environmental and regulatory considerations.
Processing and Aquatic Toxicity Concerns
ZnO’s performance extends beyond its mechanical properties to its influence on processing and environmental impact. Its stable cure profile simplifies processing, making it easier to control parameters during mixing and molding. Unlike MgO, which can exhibit a "marching modulus" (a continuous torque increase during curing), ZnO produces a plateau-style cure curve [1]. This reduces the risk of over-cure, which is a key advantage in standard production settings.
However, aquatic toxicity is an increasingly significant issue. ZnO is harmful to aquatic organisms, and regulatory bodies in the European Union have highlighted zinc compounds as environmental risks in industrial applications [1]. In the U.S., similar concerns are beginning to shape procurement decisions, especially for manufacturers with global supply chains.
To address these challenges, the industry has turned to two main strategies: using nano-zinc oxide (which offers higher surface area and allows for reduced loading levels) [1], or exploring MgO as a potential alternative in certain formulations. Both approaches aim to balance environmental considerations with performance requirements.
Additionally, selecting the right ZnO grade can help mitigate issues like scorch safety – reducing the risk of premature vulcanization. By optimizing particle size and surface area, manufacturers can maintain activation efficiency while minimizing processing risks.
Sourcing and Grade Selection
The performance and ease of processing offered by ZnO depend heavily on the grade selected. Variations in particle morphology directly impact ZnO’s chemical activity and its ability to drive effective crosslinking [1]. High-surface-area grades can achieve similar activation at lower loading levels, addressing both cost and environmental concerns.
Consistency in sourcing is critical. Fluctuations in ZnO purity or particle size between shipments can alter cure rates and compromise product quality, often in ways that are difficult to detect during production. Reliable sourcing of high-purity ZnO ensures consistent cure behavior and final product performance. Allan Chemical Corporation provides technical support and stocks ZnO grades tailored to meet these needs – whether you’re fine-tuning an existing formulation or transitioning to lower-zinc strategies.
Performance of Magnesium Oxide in Rubber Curing
Functions and Applications
Magnesium Oxide (MgO) plays a critical role in rubber curing by acting as a co-activator alongside Zinc Oxide (ZnO). This pairing accelerates vulcanization, enhances crosslinking efficiency, and reduces the overall zinc content in formulations [3]. In halogenated rubbers like chloroprene (polychloroprene), MgO serves as an acid acceptor, neutralizing acidic byproducts formed during curing. This prevents long-term degradation of the rubber, highlighting its importance in maintaining material stability.
Performance Characteristics
The performance of MgO varies depending on the rubber type and formulation. For instance, in polybutadiene rubber (PBR), using 5 phr (parts per hundred rubber) of MgO alone results in subpar properties: a swelling index of 4.24, tensile strength of 1.4 MPa, and abrasion loss of 64.82 mm³. However, blending 3 phr MgO with 2 phr ZnO significantly improves these metrics, achieving a swelling index of 3.10 [3].
The Journal of Research Updates in Polymer Science explains this synergy:
"MgO alone lacks the ability to form an effective sulfurating complex, but when combined with ZnO, it enhances crosslinking efficiency and vulcanization performance." [3]
In nitrile rubber (NBR), MgO demonstrates unique advantages. It can outperform ZnO by providing higher crosslink density, improved elastic moduli, and lower stress relaxation [1]. These properties make MgO particularly suitable for dynamic NBR applications, where maintaining the material’s shape under load is critical. However, MgO-based systems often exhibit a marching modulus, meaning torque increases continuously during curing rather than stabilizing. This requires careful monitoring during production to avoid over-curing.
Sourcing and Supply Considerations
Regulatory and supply factors also make MgO an appealing choice. Unlike ZnO, MgO is considered non-toxic to aquatic organisms [1][3], aligning with manufacturers’ efforts to reduce environmental impact and comply with stricter regulations. This has fueled a shift toward low-zinc and zinc-free formulations, especially in NBR and natural rubber applications.
The grade of MgO used can significantly influence its performance. Nanostructured MgO, with its higher surface area, generally offers better activation efficiency and crosslink density compared to standard commercial grades. When selecting MgO for a specific rubber formulation, testing particle size against the rubber type is crucial to ensure optimal results. Allan Chemical Corporation provides tailored sourcing solutions for MgO grades, along with technical support to assist with grade selection and documentation requirements.
Zinc Oxide vs. Magnesium Oxide: Direct Comparison
Performance in Sulfur Vulcanization
Zinc Oxide (ZnO) plays a critical role in sulfur vulcanization, forming an efficient sulfurating complex. It reacts easily with accelerators and stearic acid, activating sulfur for crosslinking. Magnesium Oxide (MgO), on its own, is less effective in forming these complexes in certain elastomers. However, blending ZnO with MgO enhances crosslink density and speeds up curing, as shown by a swelling index of 3.10 in PBR (polybutadiene rubber) [3].
Interestingly, the performance shifts in nitrile rubber (NBR). Ana Maria F. de Sousa from the Institute of Chemistry at Rio de Janeiro State University explains:
"The vulcanization of NBR with MgO and green-MgO resulted in rubber materials with higher crosslink density, higher elastic moduli, lower phase angle δ, and lower stress relaxation than ZnO composites." [1]
This highlights how MgO’s effectiveness depends heavily on the rubber type.
| Vulcanization Factor | ZnO | MgO (Alone) | ZnO/MgO Blend |
|---|---|---|---|
| Sulfurating complex formation | Effective [3] | Less effective in PBR [3] | Enhanced [3] |
| Crosslink density (NBR) | Standard | Higher [1] | Not specified |
| Crosslink density (PBR) | High | Lower (swelling index: 4.24) [3] | Highest (swelling index: 3.10) [3] |
| Cure rate | Standard | Slower in some rubbers | Significantly accelerated [3] |
These comparisons reveal how each activator influences vulcanization and the resulting mechanical properties.
Mechanical Properties and Processing
The mechanical outcomes of vulcanization provide further insights. In NBR formulations, tensile strength, hardness, and tear resistance show no major differences between ZnO and MgO systems [1]. However, MgO-based compounds often exhibit a "marching modulus", where torque continues to rise during curing instead of stabilizing. This behavior, more evident in MgO and green-MgO systems compared to ZnO, suggests that cure times (t90) might need adjustment to prevent over-curing [1].
In PBR, the mechanical limitations of MgO become clearer. A formulation using 100% MgO resulted in a tensile strength of just 1.4 MPa, an elongation at break of 212%, and an abrasion loss of 64.82 mm³ [3]. This underscores the advantages of using a ZnO/MgO blend for improved mechanical performance.
Cost and Regulatory Considerations
ZnO remains the go-to activator in the industry, largely due to its established supply chains and cost efficiency. However, its classification as a high-toxicity aquatic contaminant has led to increasing regulatory scrutiny, particularly under evolving EPA guidelines and international standards [1][3]. On the other hand, MgO is considered environmentally safer, as it is non-toxic to aquatic organisms [1][3].
Balancing performance with regulatory demands, the industry is gradually adopting activator systems that combine ZnO and MgO. As Gnanu G. Bhatt from the Department of Rubber Technology at Lalbhai Dalpatbhai College of Engineering noted:
"The use of MgO, either alone or in combination with ZnO, presents a viable approach for developing environmentally friendly PBR compounds with potential applications in high-performance elastomers such as tires." [3]
By reducing zinc content while maintaining crosslink performance, ZnO/MgO co-activator systems offer a practical solution to meet both performance and environmental goals.
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Conclusion and Recommendations
Key Takeaways
Choosing the right activator depends heavily on the type of rubber and the desired performance characteristics. Zinc Oxide (ZnO) remains the go-to activator for forming sulfurating complexes and delivering reliable mechanical properties across most elastomers. On the other hand, Magnesium Oxide (MgO) excels in NBR formulations, where it enhances crosslink density and elastic moduli without compromising tensile or tear strength [1].
Recent research highlights the advantages of combining both oxides. In Polybutadiene Rubber (PBR), a co-activator system using 3 phr MgO and 2 phr ZnO achieved the highest crosslink density among tested formulations, with a swelling index of 3.10 – a notable improvement over 4.24 when using 5 phr of MgO alone [3]. This approach not only improves performance but also reduces the total zinc content, addressing environmental concerns.
| Activator Choice | Best Fit | Primary Limitation |
|---|---|---|
| ZnO alone | PBR, general-purpose elastomers | High aquatic toxicity [3] |
| MgO alone | NBR formulations | Weak crosslinking in PBR [3] |
| ZnO/MgO blend | PBR, high-performance elastomers | Requires precise ratio tuning [3] |
These findings provide clear guidance for tailoring activator choices to specific applications.
Guidance for Manufacturers
Manufacturers should consider these strategies based on their specific rubber formulations:
- For NBR formulations, MgO can be a viable substitute for ZnO. Be prepared to adjust curing times to address MgO’s marching modulus behavior.
- For PBR and tire-grade compounds, follow the recommended MgO-to-ZnO ratio outlined above to optimize crosslink performance while minimizing environmental impact [3]. This approach is especially relevant for U.S. manufacturers exporting to regions with stricter zinc regulations, such as the EU.
Consistency in sourcing is critical. High-purity grades of both ZnO and MgO are essential for ensuring reliable performance at scale. Allan Chemical Corporation offers technical-grade metal oxides with just-in-time delivery, helping manufacturers maintain steady supply chains and formulation quality.
Disclaimer: This content is for informational purposes only. Always consult official regulations and qualified professionals before making sourcing or formulation decisions.
Rubber Industry Research (Sreethu TK) – Role of ZnO in Elastomer Composites
FAQs
How do I choose between ZnO, MgO, or a ZnO/MgO blend for my rubber?
When deciding on Zinc Oxide (ZnO), Magnesium Oxide (MgO), or a ZnO/MgO blend, the choice hinges on curing performance, environmental considerations, and the desired mechanical properties of the final product.
ZnO is highly effective for sulfur vulcanization, delivering excellent results in terms of performance. However, it comes with environmental drawbacks due to its impact on ecosystems. On the other hand, MgO provides a more eco-conscious alternative. It not only supports faster curing but also enhances crosslink density, which can improve the material’s durability.
A ZnO/MgO blend offers a balanced solution. It leverages ZnO’s curing effectiveness while reducing its environmental footprint, resulting in optimized curing efficiency and mechanical properties, all while lowering the overall use of ZnO.
What cure changes are needed when switching from ZnO to MgO?
Switching from Zinc Oxide (ZnO) to Magnesium Oxide (MgO) in rubber curing involves fine-tuning the process to achieve optimal vulcanization. MgO offers some advantages, like reducing curing temperatures, accelerating reaction rates, and boosting crosslink density. However, these benefits require careful adjustments to avoid issues like over-curing or incomplete vulcanization.
To adapt, you may need to lower curing temperatures or shorten curing times to match MgO’s faster kinetics. Additionally, MgO can serve as a co-activator alongside ZnO, further improving the efficiency and performance of the vulcanization process.
Can I reduce zinc content without losing rubber performance?
Reducing zinc content in formulations is feasible without losing effectiveness, provided the substitution is handled carefully. Using Magnesium Oxide (MgO) alongside Zinc Oxide as co-activators can improve vulcanization efficiency and maintain strong mechanical properties. This strategy enables a reduction in zinc levels while preserving performance. However, eliminating Zinc Oxide entirely could negatively impact the vulcanization process, making a partial reduction with MgO the better choice.



Comments are closed