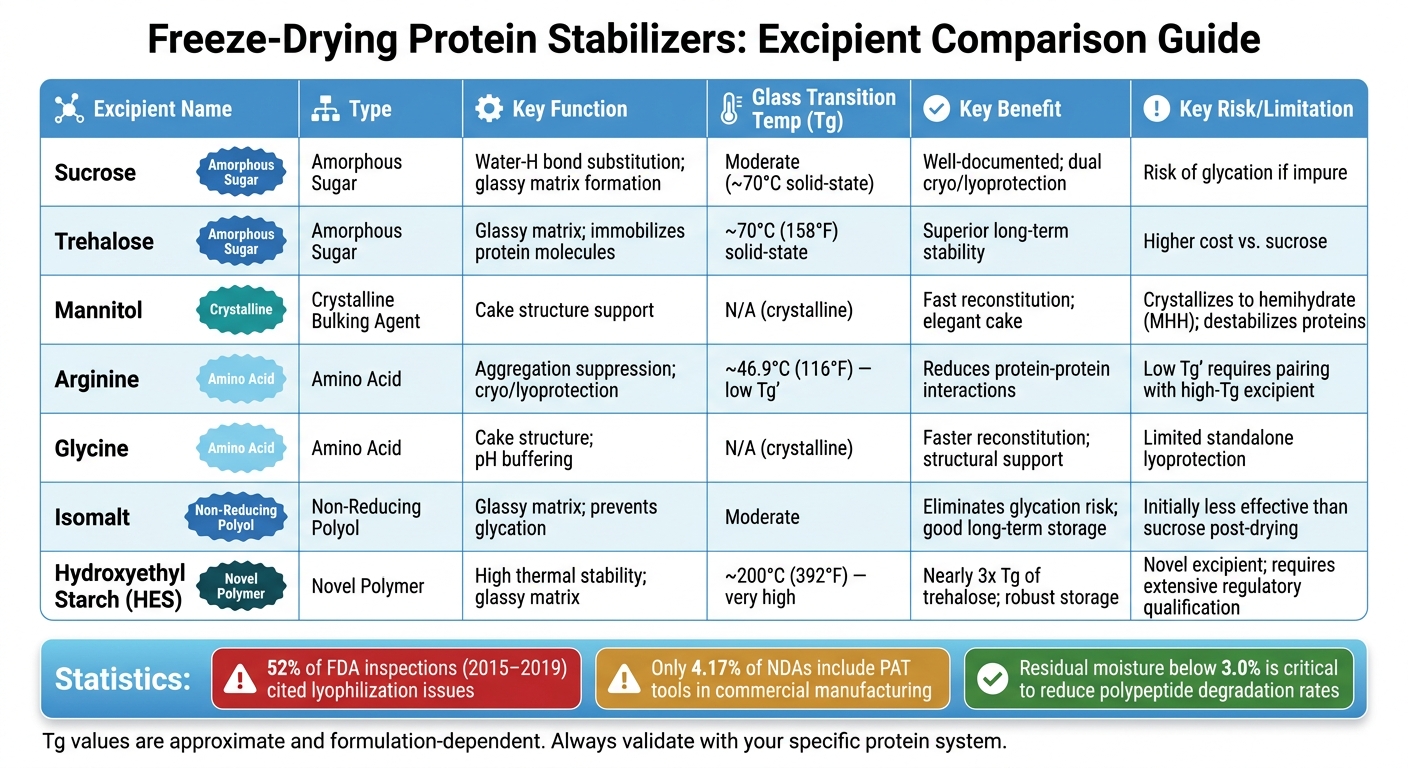
Freeze-drying, or lyophilization, is a reliable method for preserving protein-based drugs by removing water to create a stable product. However, the process can stress proteins, risking degradation and aggregation. Lyophilization excipients like Sucrose and Trehalose play a critical role in protecting protein structures during drying and storage by forming an amorphous glass matrix. While traditional stabilizers work well for simple proteins, modern biologics like monoclonal antibodies (mAbs) and insulin require advanced solutions due to their increased sensitivity.
Key challenges include:
- Freezing stress: Ice formation can destabilize proteins through pH shifts and aggregation.
- Glass transition temperature (Tg): Exceeding Tg’ can cause excipient phase changes like cake collapse, reducing stability.
- Solid-state degradation: Proteins remain vulnerable to oxidation, deamidation, and aggregation after drying.
Emerging approaches are addressing these issues:
- Combining amorphous sugars with crystalline agents like Mannitol for better stability.
- Using amino acids like Arginine to reduce aggregation risks.
- Adopting Controlled Ice Nucleation (CIN) for uniform ice formation and shorter drying times.
- Exploring alternative drying methods like Spray Freeze-Drying (SFD) and continuous spin-freeze-drying for faster, more efficient processes.
Despite advancements, regulatory scrutiny remains high, with 52% of FDA inspections citing lyophilization issues. Sourcing high-purity excipients with proper documentation and aligning formulation with process teams are critical for success. This is especially true when considering excipient selection for vaccine stability and other complex biologics. Tools like Process Analytical Technology (PAT) can improve real-time monitoring but are underutilized, appearing in less than 5% of new drug applications.
Freeze-drying remains essential for biologics, but addressing these challenges requires precise formulation strategies, reliable excipients, and advanced processing technologies.
Key Formulation Challenges in Freeze-Dried Protein Stabilizers
How Freezing Stress and Ice Formation Damage Proteins
Proteins face significant stress during freezing. As ice crystals form, the liquid phase becomes more concentrated, forcing proteins closer together. This increased proximity amplifies protein–protein interactions and leads to dramatic pH changes, destabilizing the protein structure. Additionally, proteins often migrate to the ice–water interface, where denaturation can cause them to unfold.
A key issue is the behavior of mannitol during freezing. Mannitol tends to crystallize into mannitol hemihydrate (MHH), which lacks the amorphous matrix needed to protect proteins. As Han Gao from the Institute of Drug Metabolism and Pharmaceutical Analysis explained:
"The crystallization of mannitol was directly correlated with a significant reduction in the long-term stability of both model polypeptides." [2]
Surfactants like Polysorbate 20 can provide some protection by competing with proteins at the ice–water interface, reducing surface-induced denaturation. However, for more complex biologics, surfactants alone often fall short, leaving proteins vulnerable to further damage during drying.
Glass Transition Temperature and Cake Collapse
Exceeding Tg’, the glass transition temperature of the maximally freeze-concentrated solution, during primary drying can soften the matrix, leading to cake collapse. This collapse traps water vapor, accelerating protein degradation. Typically, the collapse temperature (Tc) is about 3.6°F (2°C) higher than Tg’ [3].
Excipient selection plays a major role in preventing collapse. For example, trehalose-based formulations often achieve a solid-state glass transition temperature of around 158°F (70°C), offering better stability. In contrast, arginine-only formulations can have a Tg’ as low as 116°F (46.9°C), making them more prone to collapse [2]. The challenge lies in balancing excipients to maintain a high enough Tg’ while ensuring adequate protein protection.
Beyond structural collapse, chemical reactions during drying can further compromise protein integrity.
Protein Aggregation and Chemical Degradation in the Solid State
Even after freeze-drying, proteins remain vulnerable to degradation in their solid state. The removal of water disrupts hydrogen bonds that stabilize protein structures, potentially leading to aggregation, unfolding, and loss of activity. Han Gao highlights this concern:
"Throughout the FD process, the removal of water molecules disrupts the original hydrogen bonds between proteins and water, which may lead to protein inactivation unless appropriate formulation strategies are adopted." [2]
Proteins can undergo chemical degradation through pathways like oxidation (impacting cysteine, methionine, and tryptophan residues), deamidation of asparagine and glutamine, or peptide bond hydrolysis. Physical instability, such as aggregation and fragmentation, can also increase immunogenicity risks. To counter these issues, a stable amorphous glassy matrix – often formed using non-reducing disaccharides like trehalose or sucrose – can limit molecular mobility and slow these degradation processes. Keeping residual moisture below 3.0% is another critical factor in reducing degradation rates for polypeptide formulations [2].
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
sbb-itb-aa4586a
Emerging Approaches to Protein Stabilization During Freeze-Drying
Sugar and Polyol Combinations for Better Stability
Sucrose and trehalose are widely used to protect proteins during freeze-drying. They work by substituting water-hydrogen bonds and creating an amorphous glassy matrix that immobilizes protein molecules. This process helps reduce both aggregation and chemical degradation. However, challenges like crystallization and low glass transition temperatures (Tg) need to be addressed to optimize freeze-drying outcomes. A common strategy involves combining an amorphous stabilizer, such as sucrose, with a crystalline bulking agent like mannitol to ensure proper cake structure. It’s crucial, however, to keep mannitol in an amorphous state – confirmed through X-ray powder diffraction (XRPD) – to maintain its protective properties during storage.
Isomalt, a non-reducing polyol mixture, has emerged as a promising alternative. While it may initially be less effective than sucrose after drying, studies show it retains protein activity more effectively during long-term storage at 16% relative humidity [4]. Additionally, as a non-reducing sugar, isomalt eliminates the risk of glycation, a degradation process where reducing sugars react with protein amino groups.
Beyond sugar-based stabilizers, amino acids also play a vital role in preserving protein integrity during freeze-drying.
Amino Acids and Small-Molecule Additives
Amino acids have evolved far beyond their traditional use as pH buffers. Arginine, for example, offers both cryoprotection and lyoprotection, similar to disaccharides. This effect is partly due to its ability to interact with protein surface residues, preventing aggregation [5]. On the other hand, glycine contributes primarily to maintaining cake structure and enables faster reconstitution, making it an excellent partner for amorphous stabilizers.
Despite its benefits, arginine’s low glass transition temperature requires pairing with high-Tg excipients like trehalose or hydroxyethyl starch (HES). This combination ensures thermal stability without compromising arginine’s ability to suppress aggregation.
New Excipients and Their Regulatory Path
Emerging excipients are opening new possibilities for protein stabilization, but they come with unique regulatory challenges. Hydroxyethyl starch (HES) is a standout candidate, offering a notably high glass transition temperature of around 392°F (200°C) – nearly three times that of trehalose [2]. This makes HES particularly appealing for products needing robust stability across diverse storage conditions. Introducing such novel excipients requires a proactive approach to regulatory approval. The FDA’s Emerging Technology Program (ETP) provides a platform for early discussions about novel ingredients, helping manufacturers avoid costly late-stage setbacks [1].
For sourcing teams, compendial-grade excipients like sucrose, trehalose, mannitol, glycine, and arginine are the easiest to qualify due to their well-documented safety profiles. While newer options like isomalt or HES may offer performance benefits, they demand thorough characterization and careful regulatory planning before being integrated into validated processes.
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Process Challenges and New Technologies in Freeze-Drying
Controlled Ice Nucleation and Freezing Methods
Traditional freeze-drying methods often face a common problem: inconsistent ice formation. Ice nucleation happens randomly across vials, leading to variations in ice crystal size and pore structure within the same batch. This inconsistency directly impacts how quickly water escapes during primary drying, resulting in noticeable differences in product quality from one vial to another [1].
Controlled ice nucleation (CIN) tackles this issue by synchronizing the nucleation process across all vials at a specific temperature. This creates larger, more uniform pores, which reduce resistance to water vapor flow and speed up primary drying. For instance, using a depressurization technique with a 50 mg/mL mannitol solution cut primary drying time by 40% compared to uncontrolled nucleation. Similarly, CIN has been shown to shorten primary drying times for stabilizers for protein-based biopharmaceuticals by 10–20% [7]. However, larger pores can slow down secondary drying due to reduced surface area. To counterbalance this, an isothermal hold step after nucleation helps manage crystallization heat and ensures consistent solidification [7].
"The shelf temperature directly after primary nucleation showed a major influence on process performance and product quality attributes, with an isothermal hold step at an intermediate temperature leading to optimal results." – Henning Gieseler, Researcher [7]
These developments are making freeze-drying cycles more predictable and efficient.
Real-Time Monitoring with Process Analytical Technology
Freeze-drying traditionally relies on fixed time-temperature protocols, but Process Analytical Technology (PAT) provides a game-changing advantage: real-time monitoring of conditions inside the dryer.
A common PAT method involves comparative pressure measurement using a Pirani gauge and a capacitance manometer. When primary drying finishes, water vapor release stops, and the two pressure readings align – a clear signal to move to the next stage [8]. Another advanced technique, Tunable Diode Laser Absorption Spectroscopy (TDLAS), measures water vapor mass flow in real time. This information allows engineers to calculate vial heat transfer coefficients and dry layer resistance, which is especially helpful when scaling up from lab settings to full production.
Despite its benefits, PAT adoption remains limited. Between 2020 and 2023, only 4.17% of NDAs and 0.85% of ANDAs included PAT tools in commercial manufacturing [1]. A significant hurdle is monitoring individual vials on a large scale. Wired thermocouples, the most widely used temperature sensors, often act as nucleation sites and are incompatible with automated systems. Wireless options like TEMPRIS sensors are gaining popularity as they eliminate the need for batteries and are easier to integrate into automated processes [8].
"The implementation of emerging technologies such as CIN and PAT may help increase the assurance of product quality and reduce the risk of product shortages." – FDA Pharmaceutical Quality Perspective [1]
Real-time data from PAT complements other innovations, making freeze-drying cycles more controlled and reliable.
Alternative Drying Technologies
While efforts to refine freeze-drying are ongoing, alternative technologies are offering bold new ways to improve the process. Conventional lyophilization is effective but comes with drawbacks, including long cycle times, high energy consumption, and batch variability. These challenges have driven interest in alternative methods.
Spray freeze-drying (SFD) is one such technique. It atomizes formulations into a cryogenic environment, producing porous microparticles ideal for pulmonary delivery. This process often requires specific osmolytes in biopharmaceutical formulations to maintain stability. Unlike conventional spray-drying, SFD avoids high temperatures, making it gentler on heat-sensitive proteins [9]. A variation, RF-assisted SFD, uses 18 GHz waves to heat ice volumetrically during sublimation, significantly reducing drying time. Researchers at Purdue University demonstrated that RF-assisted drying reduced the primary drying time for Bovine Serum Albumin (BSA) from 48.0 hours to 27.5 hours while maintaining or improving protein stability [6].
"RFSFD technique can significantly reduce the duration of primary drying cycle from 48.0 h to 27.5 h while maintaining or improving protein physical stability as compared to traditional lyophilization." – Tarun Tejasvi Mutukuri et al., Purdue University [6]
Another promising innovation is continuous spin-freeze-drying. In this method, vials rotate at 3,000 rpm during freezing, forming a thin film on the vial walls that dries faster than a conventional cake. A study conducted in January 2026 on a PEGylated peptide formulation found that radiative cooling kept temperatures below the collapse threshold throughout the process. This method, which processes vials sequentially rather than in batches, reduces variability and enables real-time vial-level monitoring [10].
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
The Process of Freeze Drying (Lyophilization)
Understanding the lyophilization process is critical for selecting the top excipients for protein stabilization to ensure long-term drug efficacy.
Sourcing and Implementing Protein Stabilizers: Practical Considerations
Freeze-Drying Protein Stabilizers: Excipient Comparison Guide
Quality Standards and Regulatory Compliance in Sourcing
When it comes to freeze-dried protein formulations, sourcing stabilizers that meet strict quality standards is non-negotiable. These stabilizers must comply with compendial grades like USP, NF, or ACS, depending on their intended use, to ensure the integrity of the final product.
Regulatory oversight in this area is intense. A review of 201 FDA inspections from 2015 to 2019 revealed that 52% of facilities faced issues related to lyophilization [1]. Of those, 75% were tied to concerns such as visual inspection programs, cleaning and sterilization of equipment, and vial handling during transfer and loading [1]. Choosing excipients from suppliers with robust quality systems can help minimize compliance challenges.
"The lyophilizer should provide for an ISO 5/Grade A environment during lyophilization as well as during the transport and loading of the lyophilizer." – FDA Guidance (2004b) [1]
In addition to meeting environmental requirements, stabilizers must be evaluated for critical properties like residual moisture (measured via Karl Fischer titration), glass transition temperature (Tg), and crystallinity (analyzed using X-ray powder diffraction). These factors play a direct role in preserving protein viability during long-term storage. Suppliers who offer comprehensive documentation – such as Certificates of Analysis, Safety Data Sheets, and traceability records – simplify this evaluation process. For example, Allan Chemical Corporation provides compendial-grade excipients with full documentation, supporting compliance in regulated pharmaceutical environments.
Supply Chain Reliability and On-Time Delivery
Freeze-drying processes operate on tight schedules, making timely delivery from dependable suppliers a critical factor. Delays in sourcing stabilizers can disrupt production and lead to costly setbacks. Moreover, the unintended crystallization of excipients like mannitol can compromise batch stability, making mid-process substitutions a risky choice [2]. Consistency in supply is just as important as quality.
The FDA has highlighted the role of advanced technologies, such as controlled ice nucleation and process analytical technology (PAT), in reducing product shortages [1]. However, even the most advanced processes can’t compensate for an unreliable supply chain. Manufacturers benefit from suppliers who maintain ready stock, offer flexible batch sizes, and can accommodate last-minute delivery needs. This is especially important for operations with lean inventories where just-in-time delivery is essential.
Beyond availability, fostering smooth collaboration between formulation and process teams further strengthens product quality and minimizes risks.
Aligning Formulation and Process Teams
Even with high-quality stabilizers, successful freeze-drying depends on effective teamwork between formulation and process development teams. These groups often work with different goals – formulation chemists prioritize molecular stability, while process engineers focus on cycle efficiency and equipment capabilities. Misalignment early in development can lead to significant issues later.
For instance, aligning data on Tg’ (the critical temperature below which the product remains stable) is essential. If the shelf temperature during primary drying exceeds Tg’, the product may collapse, regardless of the excipient’s quality. Similarly, introducing an annealing step to improve mannitol crystallization and cake structure requires the formulation team to assess potential protein damage at the ice-water interface [2]. Effective collaboration ensures these considerations are addressed proactively.
The table below highlights how excipient choices influence the responsibilities of both teams:
Shared Responsibilities in Excipient Selection and Process Optimization
| Excipient Type | Formulation Team’s Focus | Process Team’s Focus |
|---|---|---|
| Crystalline (e.g., Mannitol) | Minimize destabilization during crystallization [2] | Refine annealing step; enhance cake structure |
| Amorphous (e.g., Trehalose) | Ensure glassy matrix formation for storage [2] | Maintain shelf temp below Tg’ to avoid collapse |
| Amino Acids (e.g., Arginine) | Balance aggregation reduction and collapse risk [2] | Adjust cycle design for lower Tg’ |
Residual moisture is another metric that demands joint attention. Both teams should treat moisture control as a shared quality objective rather than a task to be handed off. Early communication – starting at the pre-formulation stage – helps avoid costly surprises and keeps development timelines on track.
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Conclusion: What Lies Ahead for Freeze-Dried Protein Stabilizers
Freeze-drying continues to be one of the most dependable methods for extending the shelf life of protein-based therapeutics. Still, creating a stable freeze-dried product is no easy feat. Challenges like freezing stress, ice crystal damage, managing glass transition temperatures, protein aggregation, and chemical degradation require precise strategies – there’s no universal solution that tackles all of these issues simultaneously.
Advancements in process technologies are beginning to address these hurdles. For instance, controlled ice nucleation is helping reduce inconsistencies between batches, while Process Analytical Technology (PAT) tools provide real-time data to replace traditional trial-and-error methods. Despite these advancements, adoption rates remain low. Currently, only 4.17% of New Drug Applications and 0.85% of Abbreviated New Drug Applications incorporate PAT tools into commercial manufacturing [1]. This highlights a significant gap and a clear opportunity for manufacturers to modernize their processes.
Amorphous stabilizers, often paired with amino acids, are proving effective at maintaining protein integrity during both drying and storage. However, achieving consistent excipient quality is just as important as refining the freeze-drying process itself.
As biologics become more intricate and regulatory requirements grow stricter, the demand for high-purity excipients with full traceability will continue to rise. Suppliers offering compendial-grade materials and dependable delivery – such as Allan Chemical Corporation – play a crucial role in ensuring freeze-drying operations remain efficient and compliant. The evolution of freeze-drying calls for innovative approaches that meet regulatory expectations while safeguarding product reliability.
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
FAQs
How do I choose excipients to prevent both collapse and aggregation?
To prevent cake collapse and protein aggregation, it’s essential to choose excipients based on their specific functions. Amorphous disaccharides, such as sucrose and trehalose, create a stabilizing matrix that limits molecular movement. Pair these with crystalline bulking agents like mannitol, which enhance structural integrity. However, combining them with amorphous stabilizers is key to reducing aggregation. Additionally, ensure that drying temperatures remain below the formulation’s glass transition temperature (Tg’) to maintain stability. Allan Chemical Corporation provides solutions tailored to meet these requirements.
What tests confirm excipient crystallinity and residual moisture?
To verify the crystallinity of excipients, X-ray Powder Diffraction (XRPD) detects ordered structures through unique diffraction peaks. Similarly, Differential Scanning Calorimetry (DSC) evaluates crystallization by identifying thermal transitions. For residual moisture analysis, Thermogravimetric Analysis (TGA) measures weight loss during dehydration, and Karl Fischer titration accurately quantifies moisture levels. Allan Chemical Corporation supplies premium compendial-grade excipients designed for stable, lyophilized protein formulations, adhering to stringent regulatory requirements.
When does controlled ice nucleation make sense for my product?
Controlled ice nucleation offers a reliable way to achieve consistent results across vials and batches. By eliminating random nucleation temperatures, it ensures uniform pore structures and promotes the formation of larger ice crystals. This leads to faster sublimation, shorter drying times, and improved process efficiency. The method is particularly valuable for maintaining consistent product quality, enhancing reconstitution properties, and delivering a uniform, visually appealing final cake appearance throughout the batch.



Comments are closed