Acrylic Resin (CAS No. 25035-69-2 for Poly(Methyl Methacrylate) as a common Acrylic family reference) is a polymer used as the main binder in many adhesives, and it helps set tack, strength, cure speed, and aging resistance. I’d use it for Pressure-Sensitive labels and Medical adhesive films when I need UV stability, low yellowing, and steady bond performance over time.
If I had to boil this topic down to one point, it would be this: Acrylic Resin choice controls how an adhesive sticks, holds, cures, and lasts. Small changes in monomer mix, Molecular Weight (average polymer chain size), and crosslink density (how many links form between polymer chains) can shift an adhesive from soft and tacky to hard and load-bearing.
Here’s the short version you can use right away. If I’m picking an Acrylic Adhesive system, I’m usually balancing these points:
- Soft monomers like 2-Ethylhexyl Acrylate and n-Butyl Acrylate lower Tg (Glass Transition Temperature, where a polymer shifts from hard to rubbery) and help tack and peel. These are common in tapes, labels, and skin-contact products.
- Hard monomers like Methyl Methacrylate and Isobornyl Acrylate push Tg higher and help shear strength and heat resistance. These fit better in structural or high-hold uses.
- Functional monomers like Acrylic Acid, 2-Hydroxyethyl Acrylate, and Glycidyl Methacrylate add polar or reactive sites. That helps bonding to metal, glass, and some plastics, and it also supports crosslinking.
- Waterborne systems cut VOCs and fire risk, but drying can take longer. Solvent-Borne systems often give stronger early bond build and better plasticizer resistance, though VOC load is higher.
- Structural Acrylics can fixture in minutes and cure at room temperature within hours. That timing matters when line speed and part alignment both count.
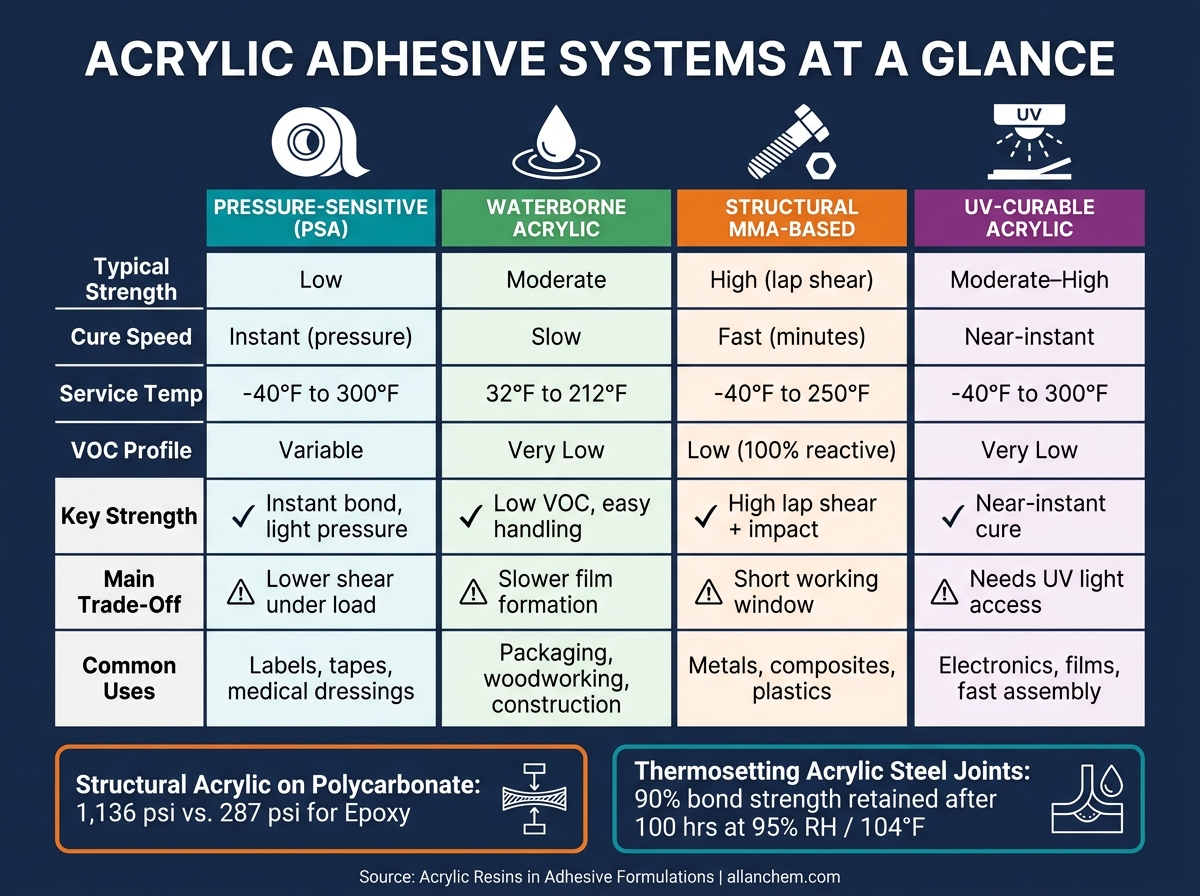
- In one example from the article, Thermosetting Acrylic-bonded steel joints kept 90% of bond strength after 100 hours at 95% relative humidity and 104°F. In another, Acrylic Adhesive reached 1,136 psi on Polycarbonate versus 287 psi for Epoxy.
If you’re comparing system types, this quick table makes the split easier to see. I’m keeping it short so you can scan it fast.
| System | Main Strength | Main Trade-Off | Common Use |
|---|---|---|---|
| PSA | Instant bond with light pressure | Lower shear under load | Labels, tapes, dressings |
| Waterborne Acrylic | Low VOC and easier handling | Slower film formation | Packaging, woodworking, construction |
| Structural MMA-Based Acrylic | High lap shear and impact strength | Lower tack, shorter working window after mix | Metals, composites, plastics |
| UV-Curable Acrylic | Near-instant cure | Needs light access and UV equipment | Electronics, films, fast assembly |
What matters most is fit. If I need clean removability, I’d look at a Waterborne Acrylic PSA. If I need high lap shear, impact resistance, and bonding on metals or engineering plastics, I’d move toward a Structural Acrylic or 2-Component Reactive Acrylic.
I’d also keep supply checks simple and strict. Before buying, I’d confirm lot traceability, current TDS, current SDS, VOC data, and the grade needed for the job, especially in medical, food-contact, or automotive interior work.
So this guide is not just about resin chemistry. It’s about how I’d connect polymer design, cure route, application needs, and supply paperwork before choosing an Acrylic Resin for adhesive use.
Acrylic Resin Basics for Adhesive Applications
Definition, Monomers, and Resin Classes
At the resin level, adhesive performance starts with monomer choice, molecular weight, and cure mode. Those three levers shape how the material flows, sticks, holds, and cures in actual use.
Acrylic resins are polymers or copolymers made from acrylic and methacrylic esters. Their defining structural feature is a carbon-carbon backbone [1].
Monomer selection is where formulation begins. Soft monomers, such as 2-Ethylhexyl Acrylate (2-EHA) and n-Butyl Acrylate (BA), lower the glass transition temperature (Tg), which is the temperature range where a polymer shifts from hard and glassy to softer and more rubbery. That lower Tg drives tack, peel adhesion, and flexibility.
Hard monomers, such as Methyl Methacrylate (MMA) and Isobornyl Acrylate (IBMA), push Tg upward. That helps build internal cohesive strength and shear resistance, so the adhesive is less likely to slip or deform under load.
Functional monomers add another layer of control. Acrylic Acid (AA) and 2-Hydroxyethyl Acrylate (HEA) introduce reactive sites that support crosslinking, which means polymer chains form links with each other, and they also improve adhesion to metals, glass, and polar plastics [1][2].
Those monomer balances feed into Solvent-Borne, Waterborne, Structural, and UV-Curable systems. Each format comes with its own cure behavior and processing demands, so the resin design has to match the application from the start.
How Polymer Structure Affects Adhesive Performance
Tg is one of the main structural variables for pressure-sensitive adhesives (PSAs). A PSA is an adhesive that bonds with light pressure and stays tacky in normal use. To remain tacky at room temperature, a PSA usually needs a Tg between -94°F and -13°F (-70°C and -25°C) [1].
Shift Tg upward by adding more hard monomer, and shear strength goes up while tack drops. Move Tg downward with more soft monomer, and the adhesive becomes more compliant, though it may creep under a constant load.
Molecular weight (Mw) adds another control point. Mw refers to the average size of the polymer chains. High-performance Solvent-Borne acrylics usually fall in the range of 450,000 Da to 1.5 MDa [1].
As Mw increases, tack and peel tend to improve, but only to a certain point. Shear and cohesive strength, on the other hand, continue to build as Mw rises.
Functional groups change the picture even more. Carboxyl groups from Acrylic Acid, hydroxyl groups from Hydroxyethyl Acrylate, and epoxy groups from Glycidyl Methacrylate place polar or reactive sites along the polymer chain. These sites improve wetting on metals and glass, and they allow crosslinking agents to form network structures that increase heat resistance, moisture resistance, and chemical durability [3].
| Structural Change | Tack | Shear / Cohesion | Heat Resistance | UV / Chemical Resistance |
|---|---|---|---|---|
| Increasing Tg | Decreases | Increases | Increases | Neutral |
| Increasing Mw | Increases (to a limit) | Increases | Increases | Neutral |
| Increased crosslinking | Decreases | Increases | Increases | Increases |
| Polar functional groups | Increases | Increases | Increases | Neutral |
Cure Mechanisms and System Formats
These structure-property rules shape both cure behavior and processing. In plain terms, the way the polymer is built affects not just bond performance, but also how the adhesive is handled on the line.
Structural acrylics cure through free-radical polymerization. Free-radical polymerization is a reaction in which reactive species start chain growth and turn liquid components into a hardened polymer network. In two-part systems, the resin and initiator are mixed at the point of use, and cure starts after application [2].
That setup gives assemblers time to position parts before major strength builds. In production, that working time can make a big difference, especially when alignment matters.
Waterborne emulsions form films through particle coalescence as water evaporates. Coalescence means small polymer particles move together and merge into a continuous film. These systems are nonflammable and low in VOC emissions [3].
Solvent-Borne systems cure through solvent evaporation, sometimes paired with chemical crosslinking. They deliver strong adhesion, cohesion, and resistance to plasticizers and aging [1].
UV-Curable systems crosslink under light for near-instant cure, but they need line-of-sight exposure and UV equipment [1]. Thermosetting acrylics can reach full cure at room temperature within hours [2].
These levers – Tg, Mw, functionality, and cure mode – set up the system choices covered next.
sbb-itb-aa4586a
What are Acrylic adhesives?
Main Types of Acrylic Adhesive Systems
Acrylic Adhesive Systems Compared: Strength, Cure Speed & Applications
Pressure-Sensitive and Waterborne Acrylic Adhesives
The cure formats above lead to four main acrylic adhesive families. Each one behaves a bit differently in use, so the right pick depends on how fast you need bonding, how much strength you need, and what the bonded part will face later.
Pressure-Sensitive Adhesives (PSAs) bond with light pressure and do not need heat or solvent activation. They stay tacky and viscoelastic, meaning they can flow a little under pressure while still holding together after application. That’s why PSAs show up so often in tapes, labels, films, and medical dressings [1][3].
With PSAs, the main trade-off is tack and peel versus shear. Tack is the quick stick you feel on contact, peel is how well the bond holds when pulled back from an edge, and shear is the bond’s ability to resist sliding under load. Higher tack and peel usually mean lower shear, while higher shear usually means lower tack [5].
Formulators tune that balance by changing the monomer mix. Soft monomers lower Tg, or glass transition temperature (the point where a polymer shifts from harder and glassy to softer and more rubbery), which helps keep contact tack. Functional monomers such as Acrylic Acid increase cohesion, or internal bond strength within the adhesive, and help shift the tack/shear balance [5].
Waterborne Acrylic Adhesives work differently. They suspend polymer particles in Water and form a film as the Water evaporates [3]. Because they have a very low VOC profile, they reduce fire risk and make handling easier, which helps explain why they are now common in packaging, woodworking, and construction [3].
Structural and Reactive Acrylic Adhesives
At the high-strength end, Structural Acrylics are often based on Methyl Methacrylate (MMA). They are made for strong bonding of metals and plastics and cure into rigid, load-bearing bonds [1].
Hard monomers such as MMA increase Tg and shear strength, but they also reduce tack and peel [4]. That shift makes sense when you think about the job: these systems are built less for instant stick and more for holding parts together under stress.
Two-Component (2K) Reactive Acrylics keep the resin and initiator separate until application [1]. The initiator is the part that starts the curing reaction. Once mixed at the point of use, cure begins right away, though there is still a short window for alignment.
Fixture time, or the time needed for parts to stay in place without extra support, can be just a few minutes. After cure, these bonds can deliver very high lap shear strength along with good impact resistance [1]. That makes them useful when the bond line needs to take force without failing from a sudden hit.
Comparison of Acrylic Adhesive Types
| Adhesive Type | Typical Strength | Peel Behavior | Service Temp Range | VOC Profile | Cure Speed | Common Applications |
|---|---|---|---|---|---|---|
| Pressure-Sensitive (PSA) | Low | High | -40°F to 300°F (-40°C to 150°C) | Variable | Instant (pressure-activated) | Tapes, labels, protective films, medical dressings [1][3] |
| Waterborne Emulsion | Moderate | Good | 32°F to 212°F (0°C to 100°C) | Very low | Slow | Packaging, woodworking, construction, textiles [3] |
| Structural (MMA-based) | High (lap shear) | Moderate to high | -40°F to 250°F (-40°C to 121°C) | Low (100% reactive) | Fast (minutes) | Automotive assembly, metals, composites [1] |
| Reactive 2-Component | Very high | Moderate | -60°F to 350°F (-51°C to 177°C) | Low | Fast to moderate | Engineering plastics, structural bonding [1] |
Once the system type is chosen, formulation variables control the final mix of tack, strength, and durability. That’s where small changes in monomer choice, Tg, and reactive content can shift how the adhesive performs in day-to-day use.
Formulation Design and Performance Trade-Offs
Core Formulation Components
Once you’ve picked the adhesive type, the formulation decides how the material will behave in use. This is where the balance of tack, strength, and durability gets set.
At the monomer stage, the ratio of ingredients shapes wetting, tack, shear, and crosslinking. Soft monomers such as 2-EHA and n-BA help with surface wet-out and tack, while hard monomers such as MMA push the system toward higher strength. Functional monomers such as AA and HEA are usually kept below 10 wt% of the total monomer load, and they help the adhesive bond to certain substrates while also adding sites for crosslinking [4].
Crosslinkers are one of the main tools for improving shear resistance. Metal chelates and Isocyanates react at room temperature, while Amino Resins need heat to switch on. Chain transfer agents help control molecular weight and reduce the risk of gelation, and additives are used to tune viscosity, tack, cost, and stiffness.
Tuning Tack, Strength, Durability, and Processing
In PSAs, tack and peel tend to move in the same direction. As those go up, shear strength usually goes down.
For PSAs, Tg (glass transition temperature, the point where a polymer shifts from soft and rubbery to harder and less flexible) should stay in the –70 °C to –25 °C range. A lower Tg gives more tack and peel, while a higher Tg improves shear.
Molecular weight adds another control point. Tack and peel increase with MW up to a limit, while shear strength keeps building as MW rises [1]. Crosslink density behaves in a similar way: light crosslinking keeps the flow a PSA needs to wet a surface, while heavier crosslinking fits higher-strength or semi-structural uses better. UV-radiation or electron-beam curing is another path to high cohesion in 100% solids systems [1].
Adding 10 parts per hundred monomers (phm) of ACN to an n-BA/AA base can triple molecular weight and increase Tg by about 15 °C [4]. That’s a big shift from a pretty small formulation change.
Waterborne systems are used more often to meet emissions rules and cut VOC output, but they come with processing limits of their own. Particle size and surfactant choice affect viscosity and coat quality [4]. Solvent-borne systems often rely on Ethyl Acetate or blends built around it when high performance is needed, but they carry a higher VOC load [1]. That gap sets up the category comparison below.
Formulation Comparison by Adhesive Category
These trade-offs show up clearly across a few common acrylic adhesive categories. Each one leans on a different resin backbone, formulation target, and cure route.
| Adhesive Category | Typical Resin Backbone | Formulation Focus | Crosslinker / Cure Path |
|---|---|---|---|
| PSA | Soft acrylic copolymer | 50–90 wt% soft monomers; up to 30 wt% moderate polar monomers [4] | Metal chelates or Isocyanates at room temperature |
| Waterborne Acrylic | Acrylic dispersion | n-BA or 2-EHA with MMA for balance; functional monomers such as AA and HEA | Polycarbodiimides or Amino Resins; buffers and surfactants are important |
| High-Shear / Semi-Structural Acrylic | Rigid acrylic copolymer | Higher ACN or MMA content, plus more crosslinking | Thermosetting or UV/EB cure for higher cohesion |
| UV-Curable 100% Solids Acrylic | Balanced acrylic copolymer | Solvent-free formulation for reduced emissions | UV cure |
Applications, Sourcing, and Conclusion
Resin Selection by Application
Once the resin structure and cure mode are set, the next step is choosing the right system for the substrate, service conditions, and line speed. Each use case calls for its own mix of strength, cure rate, and long-term performance.
| Application | Critical Resin Features | Preferred System |
|---|---|---|
| Automotive | Impact toughness, oil tolerance, fatigue resistance | Structural/Thermosetting [2] |
| Electronics | Fast cure, bonding to ABS/Polycarbonate/Nylon | Structural or UV-curable [2] |
| Medical/Wearable | Skin compatibility, clean removability | Waterborne PSA [6] |
| Labels & Tapes | UV stability, non-yellowing, controlled tack/shear | Waterborne or Solvent PSA [6] |
| Construction | Moisture resistance, outdoor weathering, glass adhesion | Waterborne emulsion acrylic [6] |
In automotive bonding, Structural Acrylics are often used to join dissimilar materials such as metals, composites, and engineering plastics. They can also bond oily steel surfaces with little surface prep, which matters on busy production lines. Steel joints bonded with Thermosetting Acrylics have shown 90% retention of bond strength after 100 hours at 95% relative humidity and 104°F (40°C) [2].
Electronics assembly puts a premium on speed and plastic bonding. That’s where Acrylic Adhesives often stand out. In direct testing, they reached 1,136 psi on Polycarbonate compared with 287 psi for Epoxy [2]. If you’re bonding ABS, Polycarbonate, or Nylon, that gap is hard to ignore.
For medical and wearable uses, Waterborne Acrylic PSAs are chosen for skin compatibility and clean removability [6]. PSA means Pressure-Sensitive Adhesive, which bonds with light pressure and does not need heat, water, or a separate activator to stick. In construction, the job is different. The focus shifts to moisture resistance, UV stability, and steady adhesion to polar substrates like glass and metal [6].
Supply, Documentation, and Quality Requirements
After the performance match comes a less flashy part of the job: supply consistency. It may not sound exciting, but it can make or break a production program. Buyers should confirm that suppliers offer full lot traceability, current Technical Data Sheets (TDS), current Safety Data Sheets (SDS), and clear records for VOC content and regulatory compliance. VOC means Volatile Organic Compounds, which are carbon-based chemicals that can evaporate into the air during use or processing. This is especially important for automotive interior, medical, and food-contact applications.
Technical-grade materials fit most industrial adhesive work. Compendial-grade materials are better suited to regulated or purity-sensitive uses where tighter documentation and material control matter more.
Allan Chemical Corporation is a specialty chemical supplier with over 40 years of experience serving regulated industries. The company offers both technical-grade and compendial-grade materials, along with custom packaging and just-in-time delivery. Those are practical features for manufacturers running lean schedules, where a late shipment can ripple through the whole plant.
Key Points for Selecting Acrylic Resins in Adhesives
Application needs should drive the selection from the start. UV resistance, dielectric behavior, impact toughness, and clean removability each point to a different resin type and system format.
Supply reliability matters just as much once production scales up. Consistent batch quality, traceable paperwork, and on-time delivery help make sure the resin that worked in testing also works on the factory floor.
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
FAQs
How do I choose between PSA, waterborne, structural, and UV-curable acrylics?
Choose the Acrylic type based on how you plan to use it and what kind of performance you need. The right pick usually comes down to adhesion, cure speed, bond strength, and VOC profile.
- PSA: instant tack for tapes and labels. It sticks on contact, which makes it a good fit when fast grab matters most.
- Waterborne: low VOCs and weatherability. This option works well when you want a lower-emission system and solid outdoor performance.
- Structural: high-strength bonding for demanding uses. It’s made for jobs where the bond needs to hold up under stress.
- UV-curable: very fast curing for high-throughput processes. This is a strong choice when line speed and short cure times are a top priority.
Match the Acrylic type to the needed adhesion level, curing speed, bond strength, and environmental profile. That simple filter usually narrows the field fast.
Which acrylic monomers improve tack vs. shear strength?
Longer Alkyl Acrylates, such as 2-Ethylhexyl Acrylate and Lauryl Methacrylate, usually boost tack more than shear strength in Acrylic adhesive formulations.
That happens because these monomers tend to make the polymer softer and more flexible. In plain terms, the adhesive grabs fast when it touches a surface, but it doesn’t hold its shape under load quite as well as a harder formulation would.
What should I verify before sourcing an acrylic resin?
Check its compliance documents, including Certificates of Analysis, Safety Data Sheets, and any grade or regulatory records such as USP, FCC, ACS, or NF.
You should also make sure it fits your exact application needs. That includes the level of resistance it needs to Heat, Moisture, Corrosion, or other site conditions it may face.



Comments are closed