Deionized Water (DI Water) is water stripped of mineral ions like sodium, calcium, and chloride, making it highly pure and effective for semiconductor manufacturing. Its primary role is to clean silicon wafers by removing particles, residues, and ionic contaminants. DI water is critical for processes like RCA cleaning and post-chemical rinsing, ensuring wafer surfaces remain free of defects.
Key Uses and Properties:
- Cleaning Agent: Removes contaminants from wafer surfaces during and after chemical treatments.
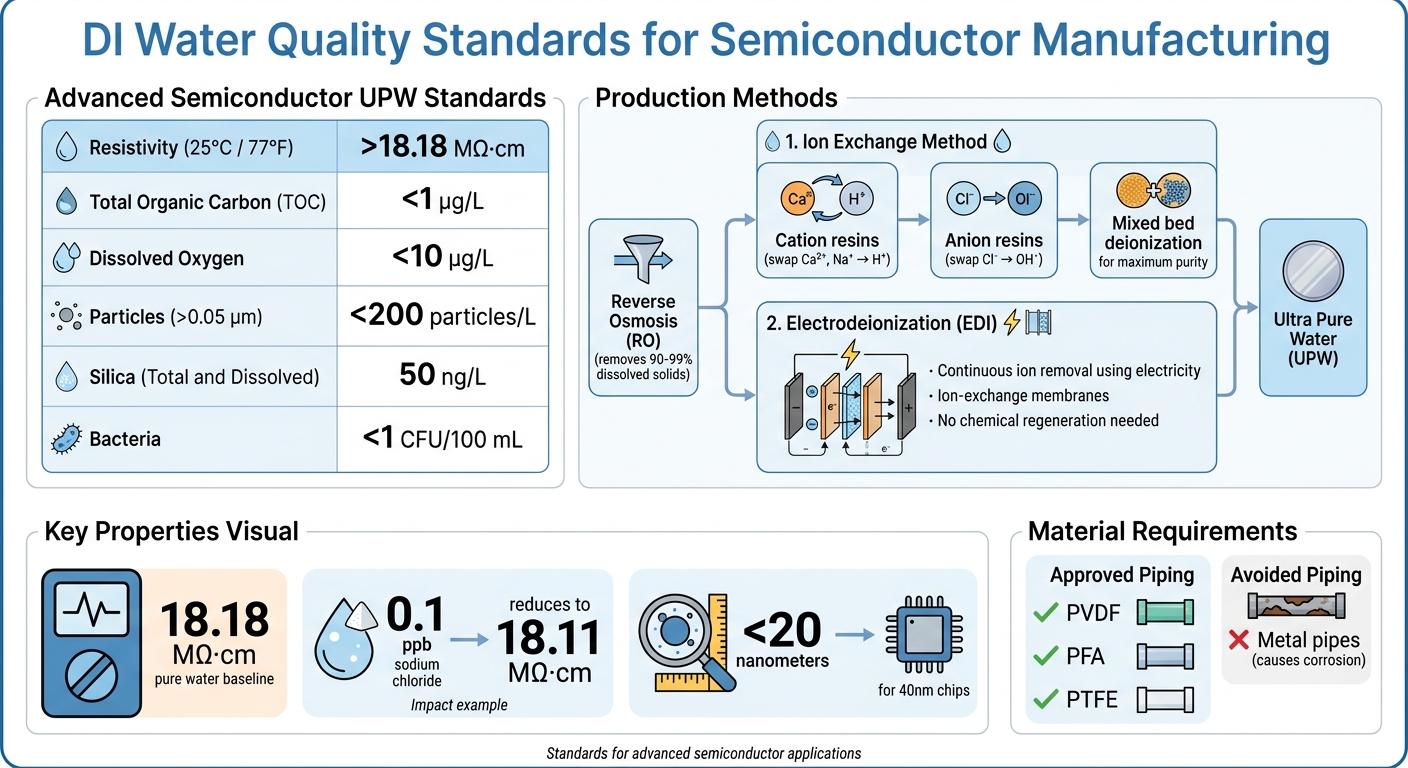
- Purity Standards: Must maintain resistivity >18.18 MΩ·cm and TOC <1 μg/L for advanced semiconductor applications.
- Production: Created via ion exchange or electrodeionization, often with reverse osmosis as a pre-treatment.
- Advanced Applications: Includes ozonized DI water (DIO3) for surface preparation and ion-doped DI water to prevent electrostatic discharge.
Challenges:
- Aggressiveness: Can corrode metal pipes; facilities use materials like PVDF or PFA.
- Dissolved Gases: Managing oxygen levels is essential to avoid oxide formation.
Maintaining DI water quality is essential for defect-free wafer production, requiring continuous monitoring and precise control of its properties.
Ultrapure Water for Semiconductor Manufacturing
sbb-itb-aa4586a
What is Deionized Water (DI Water)?
DI Water Quality Standards and Properties for Semiconductor Manufacturing
Deionized water (DI water) is water that has had its mineral ions – like sodium, calcium, iron, copper, chloride, and bromide – completely removed. This is especially important in semiconductor manufacturing, where even trace amounts of these ions can settle on silicon wafers during cleaning, potentially causing microchip defects [2]. DI water also serves as the base for ultrapure water (UPW), which undergoes additional purification to eliminate organics, gases, and particulates. As microchip components shrink to 40 nanometers, these stringent purity standards become even more critical.
The purity of DI water is measured by its resistivity. Pure water has a resistivity of around 18.18 MΩ·cm at 25°C (77°F). However, adding just 0.1 ppb of sodium chloride can reduce it to 18.11 MΩ·cm [2]. This sensitivity highlights the importance of maintaining DI water quality in semiconductor processes.
"DI water’s purity and low conductivity make it an ideal solvent for cleaning these delicate components without leaving any residue or introducing impurities." – Ari Pailakian, Lab Pro Inc. [6]
How DI Water is Produced
DI water is created through processes like ion exchange or electrodeionization, which strip away inorganic and organic ions. In the ion exchange method, water is passed through resin beads with charged functional groups. Cation resins swap positive ions (e.g., calcium or sodium) for hydrogen ions (H⁺), while anion resins replace negative ions (e.g., chloride) with hydroxyl ions (OH⁻) [3]. For applications demanding the highest purity, mixed bed deionization systems – where both resin types are combined in one tank – help minimize sodium leakage and achieve maximum resistivity.
Reverse osmosis (RO) often serves as a pre-treatment step, removing 90–99% of dissolved solids. This not only extends the lifespan of the resins but also ensures a consistent, high-purity output [3]. Some facilities also use electrodeionization (EDI), a more advanced process that continuously removes ions using electricity and ion-exchange membranes, eliminating the need for chemical regeneration [4].
Key Properties of DI Water for Wafer Cleaning
DI water used in semiconductor manufacturing must meet extremely precise standards. For advanced semiconductor-grade UPW, the specifications include:
- Resistivity: More than 18.18 MΩ·cm at 25°C (77°F)
- Total Organic Carbon (TOC): Less than 1 μg/L
- Dissolved Oxygen: Below 10 μg/L to avoid oxidation of wafer films
For 40-nanometer chips, any particles larger than 20 nanometers must be removed. Modern standards require fewer than 200 particles per liter for particles larger than 0.05 μm, with bacterial levels kept below 1 CFU per 100 mL [2].
| Test Parameter | Advanced Semiconductor UPW Standard |
|---|---|
| Resistivity (25°C / 77°F) | >18.18 MΩ·cm |
| Total Organic Carbon (TOC) | <1 μg/L |
| Dissolved Oxygen | <10 μg/L |
| Particles (>0.05 μm) | <200 particles/L |
| Silica (Total and Dissolved) | 50 ng/L |
| Bacteria | <1 CFU/100 mL |
Because of its high purity, DI water is naturally aggressive, meaning it can corrode metals from piping systems. To prevent this, semiconductor facilities use materials like PVDF, PFA, and PTFE for water distribution instead of metal piping. Additionally, exposure to carbon dioxide in the air can form carbonic acid, which lowers DI water’s resistivity [2].
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
How DI Water is Used in Wafer Cleaning
DI water plays a central role in wafer cleaning, acting as the foundational solvent in chemical cleaning processes. According to SemiconductorX, ultrapure water (UPW) is essential at every stage of the cleaning sequence [7]. Wafer cleaning is one of the most repeated steps in front-end semiconductor fabrication. For advanced-node wafers (7 nm and below), this process can occur over 50 times during the three to four months it takes to complete fabrication [7].
The sheer volume of DI water required in semiconductor manufacturing is staggering. Wafer cleaning alone consumes about 30% of a fabrication plant’s total ultrapure water supply. For instance, a 300 mm fab producing 100,000 wafers monthly can use millions of gallons of UPW daily [7]. Below, we’ll explore how DI water is used in standard RCA cleaning and post-chemical rinsing processes.
RCA Cleaning Process and DI Water Rinsing
The RCA cleaning process depends heavily on DI water’s purity to eliminate contaminants effectively. At the start of the sequence, DI water is used for an initial rinse to remove larger particles and ionic impurities, reducing the risk of interference in later steps. During the SC-1 step, DI water acts as the solvent for a solution of ammonium hydroxide (NH₄OH) and hydrogen peroxide (H₂O₂), which targets organic residues and fine particles. Similarly, in the SC-2 step, DI water dilutes hydrochloric acid (HCl) and hydrogen peroxide to strip away metallic ions like iron, copper, and nickel. Between these chemical treatments, DI water rinses are crucial to prevent cross-contamination and prepare the wafer surface for subsequent steps [7].
These rinsing stages are followed by a final rinse and drying process, ensuring the wafer is free of any residual chemicals or particles.
Post-Chemical Rinsing and Drying
Once the chemical treatments are complete, a final DI water rinse ensures all remaining residues are removed, leaving the wafer surface clean and ready for drying. Manufacturers use either batch immersion systems or single-wafer spray systems to achieve this. Following rinsing, advanced drying techniques like Marangoni drying or IPA (isopropyl alcohol) vapor drying are employed to ensure a spotless, particle-free surface [7].
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Advanced Uses of DI Water in Wafer Processing
In wafer processing, DI water does much more than just clean. It plays a critical role in preventing electrostatic damage, preparing surfaces, and managing oxide formation. These specialized applications rely on carefully modified DI water formulations, where precise control of water chemistry ensures optimal results without introducing contaminants.
Ion-Doped DI Water for Electrostatic Discharge Prevention
Ultrapure water, with its high resistivity of 18.18 MΩ·cm at 25°C, can lead to static buildup during high-speed wafer handling [2]. Since its high resistivity limits the dissipation of electrical charges, manufacturers add ions – most commonly by dissolving CO₂ into the water. This process increases conductivity, allowing static charges to dissipate safely without introducing metallic impurities or particulates. The dissolved CO₂ forms carbonic acid, providing just enough ionic conductivity to prevent electrostatic discharge while maintaining the purity required for wafer processing.
DIO3 Water for Surface Preparation
DI water enriched with ozone, known as DIO3 water, is highly effective for removing organic residues and controlling oxide formation. For example, when HF-etched silicon wafers are cleaned in ozonized DI water with ozone concentrations above 2 ppm, they develop hydrophilic surfaces (contact angle <10°) in less than a minute [8]. In comparative tests, DIO3 water with 1.5 ppm ozone concentration removed non-ionic surfactants in just 90 seconds – outperforming traditional piranha solutions (a mix of H₂SO₄ and H₂O₂) and ozonized piranha solutions [8]. The effectiveness of DIO3 water depends on both the ozone concentration and water temperature. Lower temperatures and higher ozone input concentrations improve ozone solubility, enhancing its cleaning performance [8].
Dissolved Gas Management in DI Water
Managing dissolved gases in DI water is another key factor in wafer processing, especially to prevent unwanted oxide growth. For instance, controlling dissolved oxygen (DO) levels in DI water is essential to avoid native oxide formation on silicon wafer surfaces during wet processing. Research conducted in May 1992 evaluated two ultrapure water systems designed to suppress native oxide growth. The first system used vacuum degassing through a membrane combined with catalytic resin-based reduction, while the second system combined vacuum degassing with nitrogen gas bubbling. Both systems achieved dissolved oxygen concentrations of 10 ppb or less, while maintaining total organic carbon (TOC) and silica levels at 1 ppb or less [9].
As highlighted in IEEE Transactions on Semiconductor Manufacturing:
"In the manufacture of submicron or deep submicron ULSIs, it is important to completely suppress native oxide growth on the silicon wafer surfaces. In a wet process, dissolved oxygen must be removed from the ultrapure water used for the final rinsing of the wafer" [9].
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Maintaining DI Water Quality for Semiconductor Manufacturing
Maintaining the quality of deionized (DI) water is essential for effective wafer cleaning and minimizing defects in semiconductor manufacturing. High-purity water systems must maintain DI water integrity throughout storage, distribution, and use. Even trace contaminants can lead to defects, making near-perfect water quality a necessity. For instance, a 200mm wafer fabrication facility producing about 20,000 wafers per month can consume up to 3,000 m³ of ultrapure water daily. This highlights the importance of consistent quality control to ensure both high product yield and operational efficiency [5]. Continuous monitoring of key quality metrics is critical to preserving this purity.
Key Quality Metrics: Resistivity, Conductivity, and Purity
Resistivity serves as the primary measure of ionic contamination in DI water. The theoretical maximum resistivity of pure water is 18.25 MΩ·cm [5]. Semiconductor processes aim to achieve this level to ensure the highest purity.
Total Oxidizable Carbon (TOC), measured in parts per billion (ppb), reflects the presence of organic and inorganic contaminants. Achieving extremely low TOC levels often involves UV irradiation, reverse osmosis, and ion exchange. In many advanced fabrication facilities, water purity standards have become so stringent that they can exceed the detection capabilities of standard analytical tools [5].
Dissolved Oxygen (DO) must remain below 5 ppb to prevent oxidation on wafer surfaces. As Sensorex notes, "Modern fabrication labs strive to keep dissolved oxygen levels below 5 ppb" [5]. Vacuum degasification during primary treatment is a common method to achieve this requirement.
Particulate Matter is another critical parameter. Particles larger than 0.2 microns are unacceptable in device fabrication. A tiered filtration approach is used to address this, employing microfilters for larger debris, fine filters for 0.2-micron particles, and ultrafiltration for sub-micron contaminants [5].
These metrics require constant monitoring to ensure the purity achieved during production is maintained. Systematic measures are vital to safeguarding DI water integrity throughout the process.
Preventing Contamination in DI Water Systems
Just as DI water prevents defects in wafer cleaning, rigorous quality control in system maintenance helps stop contamination before it impacts manufacturing processes. A three-stage treatment system – comprising makeup, primary, and polishing stages – is commonly used to prevent contamination. This system includes measures like heat exchange for temperature regulation, UV light for sterilization, and ultrafiltration [5].
Preventing biofilm buildup is another critical aspect. Bacteria can adhere to pipe walls and valves, forming biofilms in areas where organic nutrients accumulate. These coatings are difficult to remove once established [5]. Regular UV treatment during the polishing stage and the use of smooth pipe surfaces can help mitigate biofilm development.
Point-of-use filtration adds a final layer of protection before DI water comes into contact with wafers. Combined with continuous monitoring of key metrics like resistivity, dissolved oxygen, and TOC through online sensors, these measures enable real-time quality control across the distribution network [5].
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Sourcing High-Purity DI Water for Wafer Cleaning
Why Reliable Supply Chains Matter
In semiconductor manufacturing, the importance of a stable supply chain for DI water cannot be overstated. Producing wafers demands a continuous flow of ultrapure water that meets strict industry standards. For instance, a 200mm wafer fabrication plant producing 20,000 wafers monthly can consume up to 3,000 m³ of ultrapure water daily – equivalent to the daily water needs of a community of 20,000 people [5]. Any disruption or drop in quality can halt production and lead to significant financial losses.
To meet these demands, suppliers must adhere to rigorous industry standards, such as those set by SEMI and ASTM International. Even the slightest ionic contamination can compromise the water’s purity, potentially affecting wafer quality. Partnering with suppliers who specialize in ultrapure water for semiconductor applications ensures these exacting standards are consistently met [10].
Reliable partners, like Allan Chemical Corporation, demonstrate the dedication needed to meet these high expectations.
How Allan Chemical Corporation Supports Semiconductor Manufacturers
Allan Chemical Corporation addresses these challenges by leveraging its decades of experience to ensure consistent delivery of ultrapure DI water. With over 40 years of expertise in sourcing specialty chemicals for electronics, the company connects semiconductor manufacturers with trusted suppliers who understand the critical nature of ultrapure water requirements. Their just-in-time delivery approach minimizes the need for excessive on-site storage, ensuring production schedules stay on track. Additionally, their direct supplier relationships help control costs, which is crucial given the high expenses associated with maintaining ultrapure water systems.
The company also offers technical support tailored to wafer cleaning chemical dispensing systems. This includes guidance on selecting appropriate piping materials, such as PVDF or PFA, to reduce the risk of metallic ion leaching [2]. They also recommend implementing online monitoring systems for parameters like resistivity, total organic carbon (TOC), and dissolved oxygen to ensure continuous quality checks, rather than relying solely on periodic grab samples [2].
By fostering strong supplier relationships and prioritizing long-term customer success, Allan Chemical Corporation helps semiconductor manufacturers maintain the water quality essential for producing defect-free wafers.
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Conclusion
Deionized water plays a critical role in wafer cleaning processes within semiconductor manufacturing. It’s not just about rinsing – DI water actively eliminates contaminants while minimizing the risk of introducing new defects that could jeopardize chip performance. Even ultra-trace levels of metal impurities can compromise silicon wafers, highlighting the importance of maintaining exceptional water purity [1].
By adhering to rigorous DI water standards, manufacturers gain substantial long-term advantages. These include protecting costly equipment from scale buildup and corrosion and ensuring the reliability of semiconductor chips [6]. With tighter production tolerances, the demand for ultrapure water grows, requiring resistivity levels exceeding 18 megaohms/cm and total organic carbon (TOC) below 1 ppb [10].
Supplier expertise is key to sustaining these standards. Allan Chemical Corporation connects semiconductor manufacturers with reliable suppliers capable of meeting these stringent requirements. With over 40 years of experience in sourcing specialty chemicals for electronics, along with just-in-time delivery and technical support, Allan Chemical helps maintain the water quality needed for defect-free wafer production. This collaborative approach allows manufacturers to prioritize innovation while ensuring a steady supply of ultrapure water essential to their processes.
Disclaimer: This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
FAQs
How is DI water different from UPW in wafer cleaning?
Deionized (DI) water and ultrapure water (UPW) are both essential in wafer cleaning processes, but their purity levels set them apart. Ultrapure water (UPW) achieves the highest purity by eliminating nearly all impurities, including ions, organic compounds, and particles. This makes it indispensable for critical cleaning steps where even the smallest contaminants can cause issues. On the other hand, deionized (DI) water effectively removes ions and minerals but may still harbor trace amounts of organic matter or bacteria. As a result, it is better suited for less sensitive cleaning or rinsing tasks.
What DI water issues can raise defect rates during rinsing?
During rinsing, DI water can introduce several challenges that may raise defect rates. One key issue is its high surface tension, which risks causing high aspect-ratio nano-structures to collapse. Another concern is the formation of watermarks, stemming from DI water’s reactivity with oxygen and silicon. Additionally, contamination from ultra-trace metal impurities can contribute to defects on wafer surfaces. Addressing these factors is essential to preserving wafer quality.
When should fabs use ozonized or ion-doped DI water?
Fabs should incorporate ozonized DI water (DIO₃) during the final polishing stages to effectively eliminate organic wax and particles. This approach improves residue removal and ensures a cleaner surface. For processes that demand precise ion control or enhanced cleaning capabilities, ion-doped DI water is the preferred choice, particularly in specialized applications.



Comments are closed