Pyrolysis is a thermal process that breaks down carbon-rich industrial waste like plastics, tires, and biomass in an oxygen-free environment. This method transforms waste into three primary products: pyrolysis oil (used as fuel or chemical feedstock), syngas (a combustible gas), and biochar (a carbon-rich solid). Unlike incineration, pyrolysis produces fewer emissions and aligns with industry goals for recycling hard-to-process materials.
Key highlights:
- 91% of global plastic waste remains unrecycled, making pyrolysis a practical recycling option for mixed and contaminated waste.
- Waste streams like polyethylene (PE), polypropylene (PP), tires, and biomass can achieve oil yields of 40–85%.
- By 2030, investments in chemical recycling, including pyrolysis, are expected to exceed $10 billion due to regulatory pressures and corporate commitments.
- Pyrolysis-derived fuels are 14–39% less carbon-intensive compared to traditional petroleum products.
This process offers a way to recycle challenging materials while producing high-quality outputs suitable for industrial reuse.
Pyrolysis Process 8: End Products of Waste-to-Energy #pyrolysisplant & Their Applications 🛢️
sbb-itb-aa4586a
Which Industrial Waste Streams Work for Pyrolysis?
Pyrolysis works best with carbon-heavy organic materials that break down into oil, gas, and char. Identifying the right waste streams is crucial for improving efficiency and profitability. By focusing on material-specific details, facilities can choose feedstocks that deliver higher yields and better results.
Common Waste Materials
Certain waste materials stand out as ideal candidates for pyrolysis. Plastics, especially polyolefins like polyethylene (PE), polypropylene (PP), and polystyrene (PS), are top performers, offering high oil yields [5]. Multi-layer packaging, such as plastic-aluminum food pouches, is another option when mechanical recycling isn’t feasible [5].
"Pyrolysis is the only viable recycling pathway for [multilayer plastic packaging] at commercial scale",
according to APChemi [5].
This process aligns with circular economy goals by turning difficult-to-recycle plastics into valuable outputs.
End-of-life tires are another major opportunity. Globally, around 1.5 billion tires are discarded each year [4]. Pyrolysis can convert them into approximately 40–45% oil, 30–35% recovered carbon black, and 10–15% steel wire [6]. For example, in 2026, Beston Group installed a BLJ-16 tire pyrolysis plant in Kazakhstan to process scrap tires into fuel oil and recovered carbon black [4].
Lignocellulosic biomass, like wood chips, sawdust, straw, corn stover, and rice husks, also works well. These materials, often sourced from agriculture and forestry, are ideal for producing bio-oil or biochar [1]. Additionally, industrial sludges, such as oil sludge from refineries and municipal sewage sludge, can be processed to recover hydrocarbons while neutralizing harmful pathogens and heavy metals [2].
Required Characteristics of Waste Streams
Selecting the right materials is only half the equation. Feedstocks must meet specific criteria to maximize pyrolysis efficiency. High carbon, hydrogen, and organic content are essential. Moisture levels should stay below 10% to maintain energy efficiency [5]. This means high-moisture materials, like some biomass or sludges, often require pre-drying.
Contamination is another key issue. Halogens and metals must be minimized. For example, PVC (Polyvinyl Chloride) should make up no more than 5% of the feedstock [4]. Cathy Wang from Beston Group highlights this concern:
"PVC (Polyvinyl Chloride) is the red flag of the pyrolysis industry. While it is a plastic, its chemical structure makes it toxic to your equipment" [4].
Inorganic materials, such as metals, glass, and stones, don’t break down during pyrolysis. These must be removed during pre-processing to protect equipment and ensure product quality [1]. While steel in tires can be recovered, other inorganic contaminants can damage reactors.
Consistency also matters. Feedstocks should be shredded uniformly to sizes between 10–50 mm (0.4–2 inches). Sorting is equally important – manual methods or density separation, such as sink-float tanks, can help remove problematic materials like PVC and PET. PET, for instance, has a low oil yield of just 30–40% [7][5].
This information is provided for educational purposes only. Consult regulatory guidelines and industry experts for specific advice on sourcing and processing feedstocks.
How Does the Pyrolysis Process Work?
Pyrolysis transforms waste materials into useful products by applying heat in an oxygen-free environment. This process breaks down organic molecules, and its success depends on precise temperature control and well-designed equipment. By understanding its operation, we can better appreciate its efficiency.
Process Overview
The pyrolysis process begins with prepared feedstock entering a sealed reactor, where oxygen is completely removed – typically by purging the system with an inert gas like nitrogen [6][10]. Inside, the feedstock is heated to temperatures ranging from 572°F to 1,652°F (300°C–900°C) [3][6][10]. This heat breaks down long-chain molecules into shorter fragments. The resulting hot vapors are directed into a cooling system, where condensable fractions are converted into pyrolysis oil. Non-condensable gases, known as syngas, and solid residues (char) are collected separately [6][9][10].
"Pyrolysis is not a process of destruction, but one of transformation."
– Kintek Solution [10]
These operational details highlight the process’s ability to efficiently convert waste into valuable outputs.
What Pyrolysis Produces
Pyrolysis generates three primary outputs, each with its own applications:
- Pyrolysis Oil: Making up 40–65% of the yield from materials like waste plastics and tires [6], this liquid can be refined into diesel or gasoline or used as a feedstock for petrochemical processes. For instance, APChemi operates a facility capable of distilling 15,000 liters of crude pyrolysis oil daily into naphtha-grade feedstock. Their PUREMAX technology ensures chlorine levels are reduced to below 5 ppm [5].
- Syngas: This combustible gas accounts for 10–25% of the output [6]. Many facilities use it to fuel the reactor, reducing reliance on external energy sources.
- Char (or Biochar): A solid, carbon-rich residue that makes up 15–40% of the yield [6]. It has diverse uses, such as improving soil quality for carbon sequestration, serving as a filtration medium, or being processed into recovered carbon black for rubber manufacturing [3][6].
Energy Efficiency in Pyrolysis
Pyrolysis not only produces valuable outputs but also offers notable energy efficiency. Facilities often recirculate syngas to power the reactor, cutting external energy requirements by 60–80% [5][6][8]. Additionally, fuels derived from pyrolysis are estimated to emit 14–39% less carbon compared to traditional petroleum products [6].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
What Factors Affect Pyrolysis Output?
The success of pyrolysis – both in terms of efficiency and product quality – hinges on several key variables. Factors like temperature, heating rates, catalyst use, and feedstock preparation each play a critical role in shaping the final output. By carefully managing these parameters, operators can fine-tune the process to achieve the desired results rather than settling for whatever the thermal breakdown delivers.
Temperature Control and Heating Rates
Temperature is one of the most influential factors in pyrolysis. For generating liquid bio-oil, the optimal range is between 932°F and 1,202°F (500°C–650°C) [11]. When processing plastic waste, a slightly narrower range of 932°F–1,022°F (500°C–550°C) is ideal [13]. However, exceeding 1,202°F can trigger secondary cracking, which converts vapors into non-condensable syngas instead of liquid products [11].
Heating rates also play a significant role. Fast pyrolysis, characterized by heating rates exceeding 212°F per second (>100°C per second), can yield up to 75% bio-oil by weight [11]. On the other hand, slow pyrolysis, with heating rates below 18°F per minute (<10°C per minute), prioritizes the production of biochar [11]. It’s worth noting that higher temperatures demand more energy, which can negatively impact the system’s overall energy efficiency [11].
"The specific conditions for pyrolysis are not fixed; they are variables you control. Adjusting temperature, heating rate, and feedstock type allows you to precisely engineer the output."
– Kintek Solution [11]
Using Catalysts
Catalysts offer another layer of control by refining the chemical reactions during pyrolysis. They lower the activation energy required, reducing the necessary temperature from 878°F to 842°F (470°C to 450°C), which enhances liquid yields [15]. Catalysts also enable operators to selectively accelerate reactions, making it possible to produce higher-quality oils [14].
In plastic pyrolysis, catalysts are particularly effective at breaking down long hydrocarbon chains into smaller molecules suitable for gasoline or diesel. For instance, using activated alumina at 842°F (450°C) can achieve liquid yields as high as 70.0% [15]. The resulting pyrolytic oils boast high heating values, ranging from 36 to 42 MJ/kg [16].
However, catalysts are not without challenges. They are prone to degradation due to coking and feedstock impurities [14][17]. Regular regeneration and meticulous pre-sorting of feedstock are necessary to maintain catalyst effectiveness. Removing impurities from waste streams is crucial to prevent catalyst poisoning and ensure consistent, high-quality outputs [14][13].
Feedstock Preparation and Sorting
The characteristics of the feedstock are just as critical as temperature and catalysis. High moisture levels – anything above 10% – waste energy and reduce conversion efficiency [19]. To optimize the process, feedstock should have a moisture content close to 10% and uniform particle sizes of less than 2 millimeters, which promotes efficient heat transfer and thorough pyrolysis [19].
Contaminant removal is equally important. For example, halogenated plastics like PVC (Polyvinyl Chloride) must be eliminated to avoid the formation of corrosive hydrochloric acid [4]. Sink-float separation is a practical method for this – PVC sinks due to its density, while safer plastics like polyethylene and polypropylene float.
"PVC (Polyvinyl Chloride) is the red flag of the pyrolysis industry. While it is a plastic, its chemical structure makes it toxic to your equipment."
– Cathy Wang, Beston Group [4]
Impurities in the feedstock can deactivate catalysts and damage equipment [18]. Pre-sorting waste streams not only extends catalyst life but also ensures the final products meet market standards for fuels or soil amendments. By optimizing feedstock preparation and other parameters, pyrolysis systems can maximize value from industrial waste streams.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Comparing Different Pyrolysis Technologies
Comparison of Pyrolysis Technologies: Thermal vs Catalytic vs Specialized Methods
Pyrolysis technologies differ based on feedstock, desired output, and cost considerations. Choosing between thermal, catalytic, and specialized methods depends on the specific needs of the operation, as each offers unique strengths and trade-offs in areas like energy use, product quality, and expense.
Thermal Pyrolysis
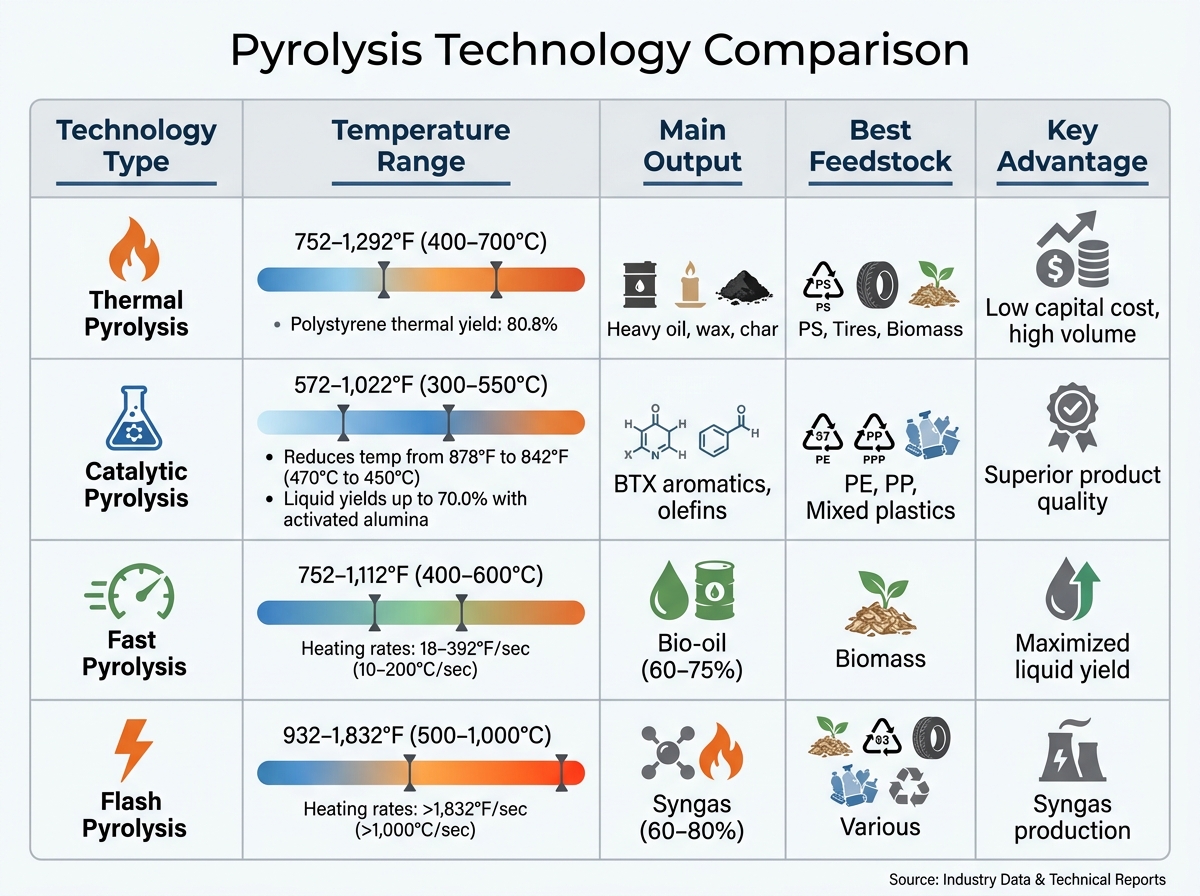
Thermal pyrolysis relies solely on heat – ranging from 752°F to 1,292°F (400°C–700°C) – to process materials without adding catalysts[13]. This straightforward technique produces large amounts of liquid oil or wax, though the quality tends to be lower, with heavy hydrocarbons that have low octane ratings and higher levels of contaminants[13].
Certain feedstocks perform especially well in thermal pyrolysis. For example, polystyrene can achieve liquid yields as high as 80.8%[13]. Tires are another strong candidate due to their consistent composition and high carbon content, which allows them to self-fuel the process[4]. This method’s simpler reactor design and lower upfront costs make it appealing for operations prioritizing high output over refined products. However, for better product quality, catalytic methods offer a more advanced alternative.
Catalytic Pyrolysis
Catalytic pyrolysis incorporates materials like ZSM-5 or HZSM-5 to modify reaction pathways. These catalysts lower the temperature requirements – typically to 572°F–1,022°F (300°C–550°C) – and reduce reaction times. The result is a more refined product, with a narrower carbon chain distribution and higher concentrations of valuable compounds like aromatics and olefins[13][21].
"The utilization of a catalyst enables the implementation of catalytic pyrolysis… offering improved product quality at lower temperatures and shorter reaction times than thermal pyrolysis."
– Haseeb Yaqoob, Hafiz Muhammad Ali, and Umair Khalid[13]
A study by the National Renewable Energy Laboratory (NREL) in June 2023 analyzed a catalytic fast pyrolysis facility processing 240 metric tons of mixed plastic waste daily. Researchers found that producing a benzene, toluene, and xylenes (BTX) mixture cost US$1.07 per kg, with a 24% reduction in supply chain energy use compared to virgin production[21]. However, the capital investment for such facilities ranges between US$77.6 million and US$107 million, depending on target products[21]. While catalytic methods require higher initial costs, they offer superior quality products and operate at lower temperatures compared to thermal pyrolysis.
Specialized Pyrolysis Methods
Specialized pyrolysis techniques are tailored to specific feedstocks and outputs, providing precision and efficiency. Fast pyrolysis, for instance, uses heating rates of 18°F to 392°F per second (10°C–200°C per second) to maximize bio-oil production, achieving yields of 60–75% by weight[6]. Flash pyrolysis takes this further, with heating rates exceeding 1,832°F per second (>1,000°C per second), resulting in syngas yields of 60–80%[6]. Another option, microwave-assisted pyrolysis, selectively heats materials like polystyrene, reducing reaction temperatures from 784°F (418°C) to approximately 626°F (330°C), which significantly boosts oil yields[12].
| Technology | Temperature Range | Main Output | Best Feedstock | Key Advantage |
|---|---|---|---|---|
| Thermal | 752–1,292°F (400–700°C) | Heavy oil, wax, char | PS, Tires, Biomass | Low capital cost, high volume |
| Catalytic | 572–1,022°F (300–550°C) | BTX aromatics, olefins | PE, PP, Mixed plastics | Superior product quality |
| Fast Pyrolysis | 752–1,112°F (400–600°C) | Bio-oil (60–75%) | Biomass | Maximized liquid yield |
| Flash Pyrolysis | 932–1,832°F (500–1,000°C) | Syngas (60–80%) | Various | Syngas production |
Matching the right pyrolysis method to a specific feedstock and market need is critical for success. For example, catalytic pyrolysis-derived BTX can compete with virgin BTX (US$0.68/kg) only if mixed plastic feedstock costs remain below US$0.10/kg or crude oil prices exceed US$60 per barrel[21]. Additionally, catalysts are particularly effective for breaking down polyolefins like polyethylene and polypropylene, which might otherwise yield low-value wax in thermal systems[21]. Understanding these differences ensures operators can align technology choices with their specific waste streams and market demands.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
What Are the Challenges in Scaling Pyrolysis?
While small-scale and pilot projects often show promise, transitioning pyrolysis to full industrial operations brings a host of challenges. From managing inconsistent feedstocks to navigating strict regulations, these hurdles can stall progress or undermine profitability if not dealt with proactively.
Feedstock Variability
One of the biggest obstacles in scaling pyrolysis is dealing with inconsistent waste streams, which can significantly disrupt operations [22]. Differences in moisture levels, particle size, and contaminants can throw off thermal efficiency. For example, high moisture content wastes energy on water evaporation and causes temperature instability, while overly dry feedstock can create hot spots, leading to uneven product outputs [22]. Contaminants like chlorine (from PVC), sulfur (from tires), and heavy metals (from e-waste) add another layer of complexity by corroding equipment and reducing catalyst effectiveness [20][22].
To manage these issues, operators need robust pretreatment systems and blending processes to standardize feedstock. Additionally, reactors designed to handle a variety of feedstocks often require 15–25% more upfront investment. However, these flexible systems typically achieve higher capacity utilization rates – exceeding 85% compared to 65–75% for single-feedstock systems. This efficiency can lead to faster break-even timelines, often 12–18 months earlier than less adaptable setups [22].
"Feed variability represents one of the most significant operational challenges in pyrolysis technology, fundamentally impacting process efficiency, product quality, and economic viability."
– Patsnap Eureka [22]
Without addressing feedstock variability, maintaining consistent efficiency and product quality becomes nearly impossible.
Product Quality Consistency
As pyrolysis scales up, another challenge emerges: maintaining uniform quality in the outputs. Variations in feedstock composition lead to fluctuating ratios of bio-oil, syngas, and biochar, making it harder to meet specific downstream requirements [22][23]. Even small changes in feedstock can alter the chemical makeup of pyrolysis oil or the heating value of syngas. Additionally, contaminants can degrade catalyst performance, further impacting consistency [20][22][23].
To combat this, operators are turning to advanced technologies like real-time monitoring systems and adaptive process controls, which dynamically adjust reactor settings based on feedstock conditions. Post-processing techniques – such as hydrotreating and gas scrubbing – are also essential for achieving consistent product quality at scale [18].
However, technical challenges are only part of the equation. Economic and regulatory barriers also play a major role in scaling pyrolysis.
Economic and Regulatory Hurdles
Scaling pyrolysis from pilot projects to industrial operations requires tackling both economic constraints and complex compliance issues. Specialized reactors, made from high-grade alloys to handle extreme temperatures (752°F to 1,472°F or 400°C to 800°C) and anaerobic conditions, are a significant cost factor. For context, small-scale units capable of processing 5 tons per day cost around $200,000, while large-scale facilities handling over 50 tons per day can exceed $5 million. Despite these costs, return on investment (ROI) is generally achievable within 2–4 years, especially when factoring in revenue from tipping fees, which range from $20 to $80 per ton [22][26]. However, profitability is highly sensitive to market fluctuations in the prices of unrefined outputs. Without upgrades to improve product quality, revenue may fall short of covering high operational and capital expenses [25].
"The pyrolysis industry is littered with failed projects that skipped proper feasibility analysis."
– APChemi [24]
Regulatory hurdles add another layer of complexity. Large-scale pyrolysis plants must navigate a maze of permits, including Air Emissions Permits, Waste Processing Licenses, and Environmental Impact Assessments. These requirements can delay projects by 12–24 months [26]. Meeting emission standards often necessitates expensive multi-stage scrubbers and filtration systems [26][27]. Facilities handling mixed waste streams face additional restrictions on allowable feedstock types [24]. Moreover, certifications like ISCC Plus are becoming essential for accessing premium markets in the circular economy [24][26]. Comprehensive feasibility studies, which cost between $5,000 and $50,000 depending on their scope, help identify potential pitfalls early and prevent cost overruns that can inflate budgets by 20–40% [24].
The Future of Industrial Waste Pyrolysis
Pyrolysis is set to play a critical role in addressing the 91% of plastic waste that can’t be recycled using traditional methods [5][29]. The industry is shifting its perspective – no longer treating pyrolysis oil as a low-value fuel but instead as a valuable petrochemical feedstock. This shift has sparked significant investments, with major petrochemical players like BASF, Shell, and ExxonMobil committing over $10 billion to chemical recycling projects by 2030 [5]. These advancements are laying the groundwork for a more integrated and efficient recycling infrastructure.
Recent technological progress highlights the growing potential of pyrolysis. For instance, Refinity validated its DuoZone reactor in February 2026, achieving conversion yields of 60% to 70% from a single metric ton of contaminated plastic waste [29]. The company is now moving toward a 10,000-ton-per-year commercial demonstration facility [29]. Similarly, APChemi has successfully scaled its technology, completing more than 49 projects worldwide [5].
"The recovery of waste-based feedstocks is an important step in the defossilization of the petrochemical industry and thus in the circular economy for petroleum-based products."
– Juan Daniel Martínez, Lead Researcher, Instituto de Carboquímica (ICB-CSIC) [28]
The success of these technologies is supported by reliable chemical sourcing that meets strict quality requirements. Companies like Allan Chemical Corporation provide essential materials – such as high-purity solvents, specialized catalysts, and purification agents – that enable the transformation of crude pyrolysis oil into naphtha-grade feedstock. With over 40 years of experience in regulated industries, such suppliers help operators tackle challenges like contaminant management, catalyst selection, and process efficiency. As regulations, like the EU’s mandate for 10% recycled content in food-contact plastic packaging by 2030, drive demand for chemically recycled materials, dependable chemical sourcing becomes vital for maintaining both quality and compliance [5].
The economic prospects for pyrolysis are also improving. ISCC-certified pyrolysis oil currently commands a premium of $200–$400 per ton, allowing a 20-ton-per-day plant to generate $4 million to $6 million annually – significantly more than the $2 million to $3 million earned from fuel-grade output [5]. As purification technologies advance and the process becomes more refined, pyrolysis is expected to shift from niche applications to widespread adoption within petrochemical systems, paving the way for a circular solution to industrial waste.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
FAQs
How do I know if my waste stream is “pyrolysis-ready”?
To figure out if your waste stream is ready for pyrolysis, focus on three key factors: organic content, contaminant levels, and moisture content. Ideal waste streams are mostly carbon-based, contain minimal inorganic impurities (like heavy metals or halogens), and are dry enough for efficient processing. Laboratory testing is a reliable way to analyze the chemical makeup and fine-tune the processing conditions. Meeting these requirements ensures smoother pyrolysis and better-quality results.
What pretreatment steps reduce corrosion and off-spec oil?
To minimize corrosion and prevent off-spec oil, it’s crucial to manage impurities in the feedstock, such as halogens, heteroatoms, and metals. This is usually done through purification or cleaning processes before pyrolysis. Effective pretreatment leads to a cleaner feedstock, which in turn enhances the quality of the produced oil.
When does upgrading pyrolysis oil to chemical feedstock pay off?
Upgrading pyrolysis oil to serve as a chemical feedstock makes sense when it leads to the creation of higher-value chemicals or fuels. This approach is especially useful for processing waste plastics into products that closely resemble virgin materials. It also plays a role in promoting the circular economy, boosting both financial feasibility and environmental responsibility.



Comments are closed