Industrial waste contains valuable metals like gold, copper, and nickel that can be recovered using various methods. As natural metal ores become harder to find, these recovery techniques are gaining importance for reducing waste and generating economic value. Key methods include:
- Hydrometallurgy: Uses water-based solutions to extract metals, offering high recovery rates and lower energy use.
- Pyrometallurgy: High-temperature processes like smelting, effective for large-scale metal recovery but energy-intensive.
- Bioleaching: Employs microorganisms to extract metals, offering a low-energy and eco-friendly solution.
- Electrochemical Recovery: Uses electricity to isolate metals with high precision, often as a final purification step.
- Solvent Extraction: Separates metals using specialized liquids, ideal for complex waste streams.
Each method has its strengths and limitations, making them suitable for different types of industrial waste and recovery goals.
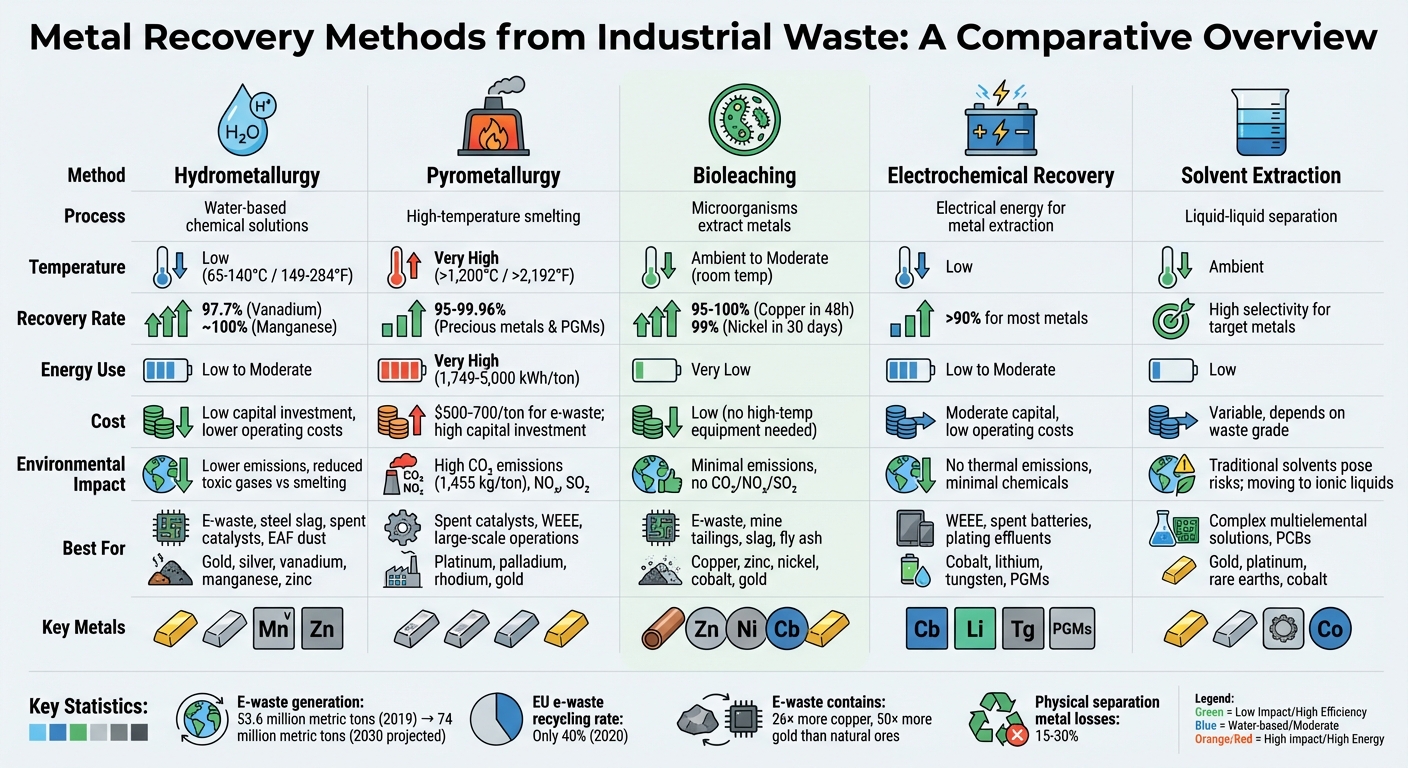
Comparison of 5 Industrial Metal Recovery Methods: Efficiency, Costs, and Environmental Impact
Direct copper recovery from pickling and etching wastewater
sbb-itb-aa4586a
1. Hydrometallurgy
Hydrometallurgy relies on water-based chemical solutions to extract metals from industrial waste. Compared to smelting, it operates at lower temperatures, making it more energy-efficient, especially for handling complex waste streams like e-scrap, steel by-products, and spent catalysts. This method is often chosen for its combination of economic practicality and reduced environmental impact.
The process involves three main stages. First, leaching dissolves target metals using aqueous lixiviants, which may include acids, bases, or chelating agents. Next, solution purification concentrates the dissolved metals and removes impurities through techniques like solvent extraction, ion exchange, or precipitation. Finally, metal recovery isolates the purified metals through methods such as electrowinning (electrolysis), gaseous reduction, or chemical precipitation [5]. This step-by-step approach ensures a highly effective recovery process, as explored in the sections below.
Efficiency of Metal Recovery
Hydrometallurgy achieves high recovery rates across various types of industrial waste. A 2020 study highlighted a 97.7% vanadium recovery rate from steel slag using high-pressure oxidative acid leaching with 250 g/L H₂SO₄ at 284°F (140°C) over 50 minutes under 0.2 MPa oxygen [2]. Similarly, nearly 100% manganese recovery has been reported when processing ferromanganese slag with dilute sulfuric acid [2]. This method is also highly selective, making it ideal for extracting precious metals like gold from e-waste using electrowinning [5].
However, recovery efficiency can vary based on the mineralogical form of the metal. For instance, zinc in Electric Arc Furnace (EAF) dust dissolves easily as zincite (ZnO) but requires concentrated acids or pre-treatment like reductive roasting when present as franklinite (ZnFe₂O₄) [2]. Despite these challenges, hydrometallurgy supports safer recovery methods at lower temperatures, which ties into its environmental advantages.
Environmental Impact
Hydrometallurgy not only improves recovery rates but also supports sustainable waste management practices. Operating at lower temperatures reduces energy use and greenhouse gas emissions, avoiding the release of toxic gases like SO₂ or HCl that are common in smelting [2]. For example, researchers at the Flemish Institute for Technological Research (VITO) developed an alkaline pressure leaching process using 1-M NaOH at 464°F (240°C) over six hours. This method achieved a 46% chromium leaching efficiency while preserving much of the waste matrix [2].
Despite these benefits, the use of strong inorganic acids can still generate hazardous waste and toxic gases, such as Cl₂, SO₃, and NOₓ [7]. To mitigate these risks, the industry is exploring biodegradable organic acids like acetic, citric, or oxalic acid, which operate under milder pH conditions (typically between 3 and 5) [7]. Proper disposal of spent lixiviants and acidic effluents remains critical to avoid secondary pollution [4].
Cost-Effectiveness
One of hydrometallurgy’s key advantages is its lower capital investment compared to smelting, making it accessible for facilities with limited resources. Lower energy consumption also helps reduce operating costs. However, the process’s financial viability depends on ensuring recovery costs remain below the market value of the recovered metals. As Umesh U. Jadhav explained in the Journal of Achievements in Materials and Manufacturing Engineering:
The process of recovery makes sense only if the cost of recovery is much less than the value of the precious metal [4].
This cost efficiency aligns with circular economy goals, especially in industries reliant on metals.
Applicability to Different Types of Industrial Waste
Hydrometallurgy is adaptable to a wide range of waste streams. It can process electronic waste like printed circuit boards, steel industry by-products such as zinc-rich EAF dust and vanadium slags, spent catalysts from industrial and automotive applications, battery waste, and industrial sludges from galvanic and metal finishing operations. Metals recovered through this method include gold, silver, palladium, copper, nickel, platinum, molybdenum, cobalt, rhenium, and lithium [2][4][6].
For example, a 2017 study by Valighazvini et al. demonstrated nearly complete titanium recovery from blast furnace slags using 2-M H₂SO₄ over a two-hour period at 149°F (65°C) with a liquid-to-solid ratio of 30 [2]. This adaptability makes hydrometallurgy a key technology for advancing circular economy efforts in metal-intensive sectors.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
2. Pyrometallurgy
Thermal techniques offer a powerful alternative for metal extraction, relying on high temperatures rather than the aqueous processes used in hydrometallurgy. Pyrometallurgy operates at temperatures exceeding 2,192°F (1,200°C) and employs methods like smelting, roasting, and calcining to recover metals. During these processes, waste materials are combined with fluxes (such as borax, lime, or silica) and collecting agents (like iron, copper, or lead). This causes valuable metals to concentrate in a molten alloy or matte phase, while impurities are absorbed into a lighter slag that separates by density [8][4]. This approach has become the leading industrial method for recovering precious metals and platinum group metals (PGMs) from complex waste streams.
Efficiency of Metal Recovery
Pyrometallurgy delivers impressively high recovery rates, often exceeding 95%, even when metal concentrations are extremely low (below 0.1%). For example, recovery rates can reach 99.96% for rhodium, 99.3% for platinum, and 98.5% for palladium. Copper-based smelting systems achieve gold recovery rates ranging from 94% to 99.5%. These efficiencies are especially beneficial when processing spent automotive catalysts, which contain significantly higher metal concentrations – 735 g/t platinum, 1,536 g/t palladium, and 269 g/t rhodium – compared to natural ores, which typically hold only 7–10 g/t [8].
Environmental Impact
The high temperatures required in pyrometallurgy present notable environmental challenges. For instance, processing PGM flotation concentrates generates approximately 1,455 kg of CO₂ per ton and consumes around 1,749 kWh per ton. Smelting spent automotive catalysts in electric arc furnaces requires about 23 GJ per ton of feed, while plasma furnace processing of waste printed circuit boards demands between 2,000 and 5,000 kWh per ton (7 to 18 GJ per ton). Alongside energy demands, the process emits gases such as CO₂, NOₓ, and SO₂.
Emerging strategies, like waste-to-waste co-smelting, aim to reduce these impacts. For example, Elemental Strategic Metals in Poland operates two DC arc furnaces (as of 2025) to recover PGMs from mixed feeds, including spent automotive catalysts and electronic scraps. This approach produces a PGM-enriched alloy and inert slag. Modern facilities also use advanced filtration systems and fluxes to trap impurities in the slag, addressing some of the environmental concerns [8]. Despite these challenges, pyrometallurgy remains a practical and economically viable option.
Cost-Effectiveness
Processing costs for pyrometallurgy typically range from $500 to $700 per ton for electronic waste. While this may seem costly, the high metal concentrations in secondary sources make the method economically feasible. To remain viable, recovery costs need to stay below the market value of the recovered metals. Although the initial investment for equipment like furnaces can be substantial, the ability to efficiently process large volumes offsets these costs. For example, Boliden Rönnskär in Sweden has integrated electronic waste processing into its copper smelting operations using a Kaldo furnace, significantly improving cost efficiency [8].
Applicability to Different Types of Industrial Waste
Pyrometallurgy is highly adaptable, capable of processing a wide variety of industrial waste streams. These include spent automotive catalysts, waste electrical and electronic equipment (WEEE), electric arc furnace (EAF) dust (for zinc recovery), vanadium slag from basic oxygen furnaces, ferromanganese slag (for manganese extraction), and metallurgical dusts [8][2]. The method is particularly effective for high-value secondary resources where metal concentrations justify the energy expenditure.
A notable example is Umicore in Belgium, which uses large-scale pyrometallurgical smelting to extract PGMs and other precious metals from secondary materials. Additionally, co-smelting techniques – where copper in electronic waste acts as a collector for PGMs in catalysts, and organic components serve as fuel – reduce the need for external energy and reagents, improving sustainability [8].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
3. Bioleaching
Bioleaching uses microorganisms to extract metals from waste materials. Unlike methods that rely on extreme heat (pyrometallurgy) or chemical reagents (hydrometallurgy), this process employs bacteria and fungi to recover metals at room or moderate temperatures. The extraction occurs through three main mechanisms:
- Direct contact: Microbes attach to waste surfaces, dissolving metals through localized reactions.
- Indirect non-contact: Free-floating microbes release leaching agents like sulfuric acid or ferric iron, which react with the waste.
- Cooperative: A combination of attachment and leaching agent production.
Common microorganisms include acidophilic bacteria like Acidithiobacillus ferrooxidans and Acidithiobacillus thiooxidans, which produce sulfuric acid and ferric iron to extract metals such as copper, zinc, nickel, and cobalt. Fungi like Aspergillus niger and Penicillium simplicissimum generate organic acids (e.g., citric, oxalic, and gluconic acids) to dissolve metals through acidolysis and complexolysis. For precious metals like gold and silver, cyanogenic bacteria such as Chromobacterium violaceum and Pseudomonas fluorescens produce hydrogen cyanide for metal recovery. Operators can choose from three main approaches: one-step (microbes and waste added together), two-step (microbes grown first, then waste introduced), or spent-medium (using only microbial byproducts) methods [9].
Efficiency of Metal Recovery
Bioleaching achieves impressive recovery rates across various types of waste. For instance, in 2020, Benzal et al. reported recovering 95–100% of copper from mobile phone circuit boards within 48 hours using Acidithiobacillus ferrooxidans. Similarly, Gholami et al. (2011) recovered 99% nickel, 96% cobalt, 84% molybdenum, and 63% aluminum from spent catalysts over 30 days. Wang et al. (2009) achieved over 88.9% zinc and lead recovery from printed wire boards in just five days [9].
Electronic waste often contains up to 26 times more copper and 50 times more gold than natural ores, while industrial tailings may have cobalt concentrations between 0.02–1.38%, compared to 0.05–0.3% in natural ores. However, bioleaching is slower than pyrometallurgical or hydrometallurgical methods, often requiring days or weeks for full recovery. Efficiency also declines in commercial stirred-tank reactors when solid concentrations exceed 20%. Despite these challenges, bioleaching offers clear energy-saving benefits.
Environmental Impact
Bioleaching stands out for its lower environmental footprint compared to traditional extraction methods. It avoids producing harmful gases such as CO₂, NOₓ, and SO₂, which are common in high-temperature processes like roasting and smelting. Additionally, bioleaching consumes much less energy by operating at ambient or moderate temperatures, far below the 482–1,832°F (250–1,000°C) range needed for pyrometallurgy [9].
By processing materials often destined for landfills, such as slag, dust, and fly ash, bioleaching reduces industrial waste and minimizes the need for new mining operations. For example, the United Kingdom has over 190 million tons of iron and steel waste stockpiled at metallurgical sites – potential candidates for bioleaching. This is particularly relevant as recovery rates for critical materials like lithium and rare earth elements remain below 1% [9].
Cost-Effectiveness
Bioleaching is more economical than pyrometallurgy due to its lower energy requirements and simpler equipment. By eliminating the need for high-temperature furnaces, it significantly reduces operational and capital costs. Specific costs depend on the type of waste and the scale of operations, but the absence of complex thermal equipment makes bioleaching a cost-efficient option [9].
Applicability to Different Types of Industrial Waste
Bioleaching is highly adaptable, making it suitable for a wide range of industrial waste streams. It effectively processes electronic waste (e.g., printed circuit boards), mine tailings, metallurgical by-products (slag and dust), spent catalysts, fly ash, and even sewage sludge. Wastes rich in metals or containing metals in oxide, carbonate, silicate, or organic forms are particularly well-suited for this method [9][4].
| Microorganism Type | Common Species | Typical Waste Applications | Leaching Agents Produced |
|---|---|---|---|
| Acidophiles (Bacteria) | Acidithiobacillus ferrooxidans, Acidithiobacillus thiooxidans | E-waste, tailings, spent catalysts | Ferric iron, Sulfuric acid |
| Fungi | Aspergillus niger, Penicillium simplicissimum | Fly ash, slag, electronic scrap | Organic acids (Citric, Oxalic, Gluconic) |
| Cyanogenic Bacteria | Chromobacterium violaceum, Pseudomonas fluorescens | Gold-bearing e-waste, catalysts | Hydrogen cyanide (HCN) |
While bioleaching is widely applicable, it does have limitations. High concentrations of heavy metals can inhibit microbial activity, and alkaline wastes may require pH adjustments or specialized microbes. Additionally, its slower processing speed compared to thermal methods may limit its use in operations demanding rapid throughput [9].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
4. Electrochemical Recovery
Electrochemical recovery uses electrical energy to extract and purify metals from industrial waste through controlled oxidation and reduction reactions. Unlike methods that depend on extreme heat or harsh chemicals, this technique selectively dissolves, transports, and deposits metals using electricity. It works well alongside hydrometallurgy, pyrometallurgy, and bioleaching, offering a low-temperature, highly selective option for modern waste streams. Key technologies involved include slurry electrolysis, membrane electrolysis, molten salt electrolysis, and electrokinetic separation [10]. Typically, this method serves as a concentration and purification step following the initial metal dissolution from waste materials [1].
Efficiency of Metal Recovery
By building on advanced extraction techniques, electrochemical recovery enhances both selectivity and efficiency. Modern methods like electrowinning, membrane electrolysis, and gas-diffusion electrocrystallization (GDEx) often achieve recovery rates exceeding 90% for most target metals [11]. This high level of selectivity allows operators to isolate specific metals from mixed waste streams, even those with enriched metal content. The impressive recovery rates also contribute to reduced environmental impact.
Environmental Impact
Operating at lower temperatures, electrochemical recovery avoids the high-emission gases and hazardous wastewater associated with thermal processes. By replacing energy-intensive thermal methods with electric power, this approach eliminates emissions like CO₂, NOₓ, and SO₂, as well as slag production common in pyrometallurgy. It also reduces the need for toxic chemicals, such as cyanide, often used in hydrometallurgical leaching [10]. This shift is becoming increasingly important as global e-waste generation grows by 2 million metric tons annually, reaching 53.6 million metric tons in 2019 [3][10].
Cost-Effectiveness
Electrochemical recovery is cost-efficient due to its low energy usage and straightforward operations. While initial capital expenses can be moderate to high, operational costs for advanced methods like GDEx remain low. For example, electrowinning is highly economical for waste streams with high metal concentrations but less so for streams with low concentrations [11]. The high market value of recovered metals like gold, silver, palladium, and platinum further supports the economic appeal of these technologies, making them a viable alternative to traditional thermal or multi-step chemical processes [3][1].
Applicability to Different Types of Industrial Waste
Electrochemical recovery is highly adaptable to various waste streams, including electronic scrap (WEEE), spent lithium-ion batteries, metal plating effluents, mining waste, spent catalysts, metallurgical slag, fly ash, alloy scrap, and nuclear waste [11][10]. It is particularly effective for recovering critical metals such as cobalt, lithium, tungsten, vanadium, and nickel, as well as platinum group metals like palladium, rhodium, and iridium from complex waste matrices [11]. With WEEE containing up to 60% metals by weight – and only about 40% recycled in the EU as of 2020 – electrochemical methods present a significant opportunity for urban mining [3].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
5. Solvent Extraction
Solvent extraction, also called liquid-liquid extraction, is a technique that separates metal ions by transferring them between two immiscible liquids. Unlike methods such as hydrometallurgy and bioleaching, solvent extraction focuses on isolating metals from complex liquid solutions. While it has been used in industrial separations for decades, it is increasingly applied to secondary sources like electronic waste, spent batteries, and other industrial residues [12]. This method is particularly effective for isolating high-value metals such as gold, platinum, cobalt, and rare earth elements. By offering high selectivity without requiring extreme conditions, solvent extraction complements thermal and biological recovery techniques.
Efficiency of Metal Recovery
M. Regel-Rosocka and F. J. Alguacil from the Institute of Chemical Technology and Engineering describe solvent extraction as:
Solvent extraction can be considered as the Best Available Technology for the purpose of separating multielemental metal solutions [12].
This precision is achieved through the use of specialized extractants, such as TBP (Tributyl Phosphate) for uranium and rare earths, or LIX hydroxyoximes for copper. In some cases, leaching and solvent extraction are combined, streamlining the process and reducing the number of purification steps required.
Environmental Impact
Traditional organic solvents used in these processes can pose environmental risks [7]. However, research is moving toward eco-friendlier alternatives like ionic liquids and Natural Deep Eutectic Solvents (NADES), which provide more sustainable options for metal recovery [12]. Moreover, solvent extraction avoids the air pollution associated with high-temperature processes like incineration in pyrometallurgy [6]. These environmental advantages also enhance its economic appeal.
Cost-Effectiveness
The practicality of solvent extraction depends on its ability to recover valuable metals at a reasonable cost. With the depletion of high-grade natural ores, this technique is gaining attention for its ability to recover metals from secondary sources [12]. For low-grade residues, solvent leaching reduces unnecessary acid consumption by targeting specific metals, making it a more economical alternative to traditional acid leaching methods.
Applicability to Different Types of Industrial Waste
Solvent extraction is versatile, recovering a wide array of metals from diverse waste streams, including:
- Precious metals: gold, palladium, and platinum
- Rare earth elements: samarium, europium, and gadolinium
- Base metals: zinc, cobalt, nickel, and copper
- Hazardous but valuable metals: silver, molybdenum, and chromium [1][6][12]
This method is applicable to waste streams such as electronic scrap (e.g., printed circuit boards), spent petroleum catalysts, battery residues, metal plating effluents, and metal finishing sludge. It can even tackle specialized challenges, like extracting cesium from radioactive high-level waste [12].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Benefits and Drawbacks of Metal Recovery Methods
This section highlights the pros and cons of different metal recovery methods to help identify the best fit for various industrial needs.
Pyrometallurgy is a go-to option for large-scale operations, particularly for recovering precious and platinum group metals. It boasts high recovery rates, often exceeding 95% [8]. However, this method comes with substantial downsides. It demands significant energy, produces large amounts of CO₂, and emits hazardous gases like dioxins and furans [3][8][13]. Despite these environmental concerns, many industrial facilities stick with pyrometallurgical smelting because it effectively processes complex feed materials on a large scale [8].
On the other hand, hydrometallurgy offers a more selective and cost-effective alternative, especially for smaller-scale operations [2]. It consumes less energy compared to pyrometallurgy and achieves higher purity levels for specific metals. However, this method generates a considerable amount of wastewater and relies on chemical reagents. To address environmental concerns, the industry is moving toward greener lixiviants like thiourea and thiosulphate [3]. Providers such as Allan Chemical Corporation supply the necessary high-purity chemicals for these processes, including sulfuric acid, hydrochloric acid, and sodium hydroxide.
Bioleaching stands out as the most environmentally friendly method, using microorganisms to extract metals without the need for extreme temperatures or harsh chemicals. Under optimal conditions, copper recovery from mobile phone circuit boards can hit 95–100% within 48 hours using a two-step bioleaching process [13]. However, its slow reaction rates limit its scalability [8].
Electrochemical recovery uses electrolysis to produce high-purity metals but requires a steady and reliable energy supply [4].
Physical separation methods are often used as a pre-treatment step, but they come with their own challenges. While they help prepare materials for chemical or biological processes, they can result in significant metal losses – ranging from 15% to 30% [3]. This is particularly concerning when dealing with electronic waste, which can contain up to 26 times more copper and 50 times more gold than natural ores [13].
This content is for informational purposes only. Always consult official regulations and qualified experts when making sourcing or formulation decisions.
Conclusion
Recovering metals from industrial waste is both a practical and economic priority. With natural ore reserves depleting and e-waste expected to hit 74 million metric tons by 2030, industrial waste streams are emerging as vital sources of "artificial ore" [3]. These numbers highlight the untapped opportunities within urban waste to serve as a significant metal resource [3].
Industries need to pivot from traditional waste disposal to resource recovery. For example, the EU’s recycling rate for electronic waste was only 40% in 2020 [3], showcasing the need for improvement. Effective metal recovery not only reduces reliance on unpredictable global supply chains but also prevents harmful materials from polluting soil and groundwater. Plus, it transforms waste into a revenue stream instead of letting it pile up in landfills.
When choosing recovery methods, consider operational requirements. Hydrometallurgy, which is ideal for selective recovery, works well for smaller-scale operations due to its lower energy demands. On the other hand, pyrometallurgy is better suited for processing large volumes, though it requires more energy. Pre-treatment steps like crushing and magnetic separation can enhance recovery rates. Additionally, using environmentally safer lixiviants like thiourea or thiosulfate helps meet stricter environmental regulations.
To refine recovery processes further, industries should rely on high-purity chemical solutions. For example, sourcing technical-grade and compendial-grade chemicals such as sulfuric acid, hydrochloric acid, and sodium hydroxide can significantly improve hydrometallurgical operations. Allan Chemical Corporation (https://allanchems.com) offers these solutions with just-in-time delivery and over 40 years of expertise supporting regulated industries.
This content is for informational purposes only. Always consult official regulations and experienced professionals before making sourcing or formulation decisions.
FAQs
Which recovery method is best for my specific waste stream?
The best recovery method largely depends on the type of waste and the metals it contains. Hydrometallurgy is a great choice for recovering precious metals from liquid waste, as it involves chemical processing in aqueous solutions. For solid or mixed materials, pyrometallurgy is effective, relying on high-temperature techniques to extract metals. Another option is bioleaching, which uses microorganisms to process metals, making it ideal for low-grade materials or when minimizing environmental impact is a priority. The choice of method should consider the waste’s characteristics, metal composition, and environmental concerns. In some cases, combining these methods can yield better results.
How can I estimate if metal recovery will be profitable?
To determine profitability, assess both the market value of the metals and the expenses involved in recovery. Important aspects to weigh include the purity of the metals, current market prices, and transportation logistics. Metals with higher value, such as copper, often provide stronger financial returns. Additionally, factor in recovery costs and market movements – like the growing demand for copper driven by electric vehicle infrastructure – to gauge whether potential revenue will surpass the associated costs.
What permits and environmental controls are typically required?
Meeting regulatory standards is a critical part of metal recovery from industrial waste. This process not only ensures compliance with laws but also minimizes environmental harm. Facilities employing techniques such as hydrometallurgy (using aqueous solutions to extract metals), pyrometallurgy (high-temperature processing), or bioleaching (using microorganisms to extract metals) must obtain specific permits. These permits typically cover areas like waste management, air emissions, water discharges, and the safe handling of chemicals.
To stay within regulatory guidelines, facilities often implement environmental control systems. These may include scrubbers to reduce air pollution, filters to capture particulate matter, and wastewater treatment systems to prevent harmful contaminants from entering water sources. Together, these measures help protect the environment while enabling responsible metal recovery operations.



Comments are closed