Recycled elastomers face five major challenges that hinder broader adoption:
- Material Degradation: Mechanical recycling weakens elastomers, reducing strength and flexibility. For example, using 100% recycled NBR can lower stress at break by 25% and strain at break by 50%.
- Contamination: Recycled feedstock often contains impurities like metal, textiles, or leftover additives, which affect performance and durability. Tires, for instance, have a complex mix of rubber, carbon black, and other components.
- High Costs: Advanced recycling methods, such as chemical depolymerization, require significant capital investment (over $50M) and energy, making them expensive compared to mechanical recycling.
- Inconsistent Quality: Recycled elastomers lack standardization, leading to unpredictable performance. Variability in feedstock and processing methods complicates quality control.
- Market Hesitation: End-users often doubt the reliability of recycled elastomers, especially for high-performance applications, due to reduced mechanical properties and higher processing costs.
Solutions include blending recycled and virgin materials, using compatibilizers, employing advanced sorting technologies, and securing government funding to offset costs. Standardized testing and documented performance data can also improve market trust. Addressing these challenges is crucial for industries requiring reliable materials while reducing waste.
Challenge 1: Inconsistent Material Properties from Mechanical Degradation
Problem Description
Mechanical recycling methods, such as grinding and calendering, subject elastomers to intense shear forces and heat. This not only breaks sulfur crosslinks but also damages the polymer backbone itself. The resulting chain scission reduces the molecular weight of the material, leading to weakened strength and flexibility. When recycled elastomer particles are incorporated into new formulations, they often act more like inert fillers than cohesive components. This lack of integration creates weak adhesion between the particles and the surrounding matrix, forming stress concentration points that can lead to premature cracking.
During reprocessing, vulcanization reversion and friction-induced heat degrade polysulfidic bonds, reduce cross-link density, and promote oxidative crosslinking in unsaturated elastomers, such as nitrile butadiene rubber (NBR). These processes leave the recycled material harder, more brittle, and more prone to failure. For instance, industrial data reveals that using 100% recycled NBR can cause a 25% drop in stress at break and a 50% reduction in strain at break compared to virgin materials[4]. Similarly, when ground tire rubber (GTR) content increases from 20% to 70% in a recycled polyethylene matrix, tensile strength can decrease by 66% (from 10.9 MPa to 3.7 MPa) and tensile modulus by 88%[7].
"The main difficulty associated to WTR [waste tire rubber] recycling is due to their three-dimensional chemical crosslinked network making the material insoluble and infusible, which cannot be directly reprocessed like thermoplastics." – Y.-H. Wang et al.[7]
These challenges highlight the need for targeted adjustments in formulations to counteract the effects of degradation.
Practical Solutions
Several strategies can help mitigate the degradation of recycled elastomers and improve their performance in new applications.
Blending recycled elastomers with virgin polymers is a straightforward way to stabilize mechanical properties. Limiting the recycled content to around 20% helps retain performance levels comparable to virgin elastomers, minimizing the loss of elasticity caused by degradation[4]. This approach is especially important in industries where consistent material performance is critical.
Compatibilizers play a key role in improving adhesion between recycled particles and the matrix. Additives like ethylene-octene copolymers (e.g., Engage 8180) or trans-polyoctenamer (e.g., Vestenamer 8012) can significantly enhance elongation at break in recycled PE/GTR blends, increasing it from 55% to 73%[7]. These additives act as bridges between the recycled phase and the matrix, reducing stress concentration points. Additionally, stabilizers and antioxidants added during melt-blending can help protect the polymer backbone from thermal degradation, preserving more of the material’s original properties[7].
Optimizing particle size is another effective tactic. Ground rubber particles in the range of 0.425 to 0.600 mm (28 to 35 mesh) strike a balance between cost and quality, offering better surface area for interaction[2]. Room-temperature milling produces rough, irregular particles with higher surface area, which enhances mechanical interlocking and adhesion compared to cryogenic grinding[2][7]. For applications requiring enhanced performance, partial curing with dicumyl peroxide (DCP) can help recover tensile strength lost during recycling[8].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
sbb-itb-aa4586a
Challenge 2: Heterogeneity and Contamination in Recycled Feedstock
Problem Description
Beyond degradation issues, the challenges of heterogeneity and contamination create additional hurdles for incorporating recycled elastomers. These materials rarely come in a clean, uniform state. Their composition varies significantly depending on the source – industrial scraps or consumer waste. Industrial scraps, like rubber flash from compression molding or leftover material from injection molding, make up about 20–30% by weight of processed material and tend to have a more predictable makeup[4]. Consumer waste, however, presents a far more complex issue, especially when considering the intricate composition of tires.
Tires highlight this problem well. Each tire is a composite of multiple elastomer blends, with different layers serving distinct purposes. For example, the tread rubber has a different chemical makeup compared to the sidewall rubber, leading to microscopic inconsistencies even after grinding. A typical passenger car tire is made up of 43% rubber and elastomers, 28% carbon black or silica, 13% metal, 5% textile, and 11% additives like zinc oxide and sulfur[10]. Truck tires, on the other hand, can contain as much as 25% metal, along with varying proportions of fillers and other curatives[10].
Contamination further complicates recycling efforts. Tires are embedded with metal wires and textile fibers, such as rayon or cotton, which are difficult to separate. Meanwhile, recycled polyethylene often contains 7% inorganic contaminants and 11% organic contaminants[7]. These impurities can act as weak points in the final material, leading to cracks and reduced durability. Additionally, leftover additives from vulcanization – like antioxidants, oils, and accelerators – can unpredictably alter cross-link density and curing behavior during reprocessing[4].
"Successful waste management mainly depends on cleaning and segregating the generated waste (to avoid compounding potentially incompatible material). For this reason, industrial waste… is more suitable to be recycled." – Journal of Material Cycles and Waste Management[4]
The inherent variability in shredded tires also poses a challenge for quality control. To achieve a representative sample for testing, a minimum of 1.5 tons of whole tires is often required, which makes the process both costly and time-intensive[10].
Practical Solutions
Addressing these challenges requires advanced sorting and testing methods, as well as strategic sourcing practices.
Modern sorting technologies play a crucial role in removing contaminants. Pneumatic separators, electromagnets, and AI-powered vision systems can quickly and accurately sort materials, processing over 80 items per minute with resin-type accuracy exceeding 95%[11]. Near-infrared (NIR) optical sorters further improve feedstock purity by identifying and separating different polymer types before they reach the compounding stage.
Feedstock testing is another key step in maintaining quality. Techniques like thermogravimetric analysis (TGA) help identify polymer components and measure the organic and inorganic content in recycled batches[7]. For regulatory purposes, 14C radiocarbon analysis can distinguish biogenic content from fossil-based materials[10]. These tools allow manufacturers to adjust formulations early, preventing issues during production.
Sourcing materials from trusted suppliers also reduces variability. Industrial scrap recycling programs provide reliable feedstock because the material’s composition is traceable. Implementing material traceability systems ensures that scraps are reintroduced into their original formulations, minimizing the risk of incompatible mixtures[4]. Partnering with suppliers who prioritize traceability and quality, such as Allan Chemical Corporation, can improve consistency in elastomer production.
When contamination cannot be fully avoided, compatibilizers offer a practical solution. As mentioned in Challenge 1, copolymers like ethylene-octene or trans-polyoctenamer enhance interfacial adhesion between recycled rubber particles and thermoplastic matrices. This helps mitigate performance issues caused by material inconsistencies, especially when dealing with post-consumer waste that contains mixed polymer streams[7].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
The Use of Micronized Tire Rubber in Plastics | Webinar by ECO Green Equipment | April 12, 2023
Challenge 3: High Capital and Processing Costs for Advanced Recycling
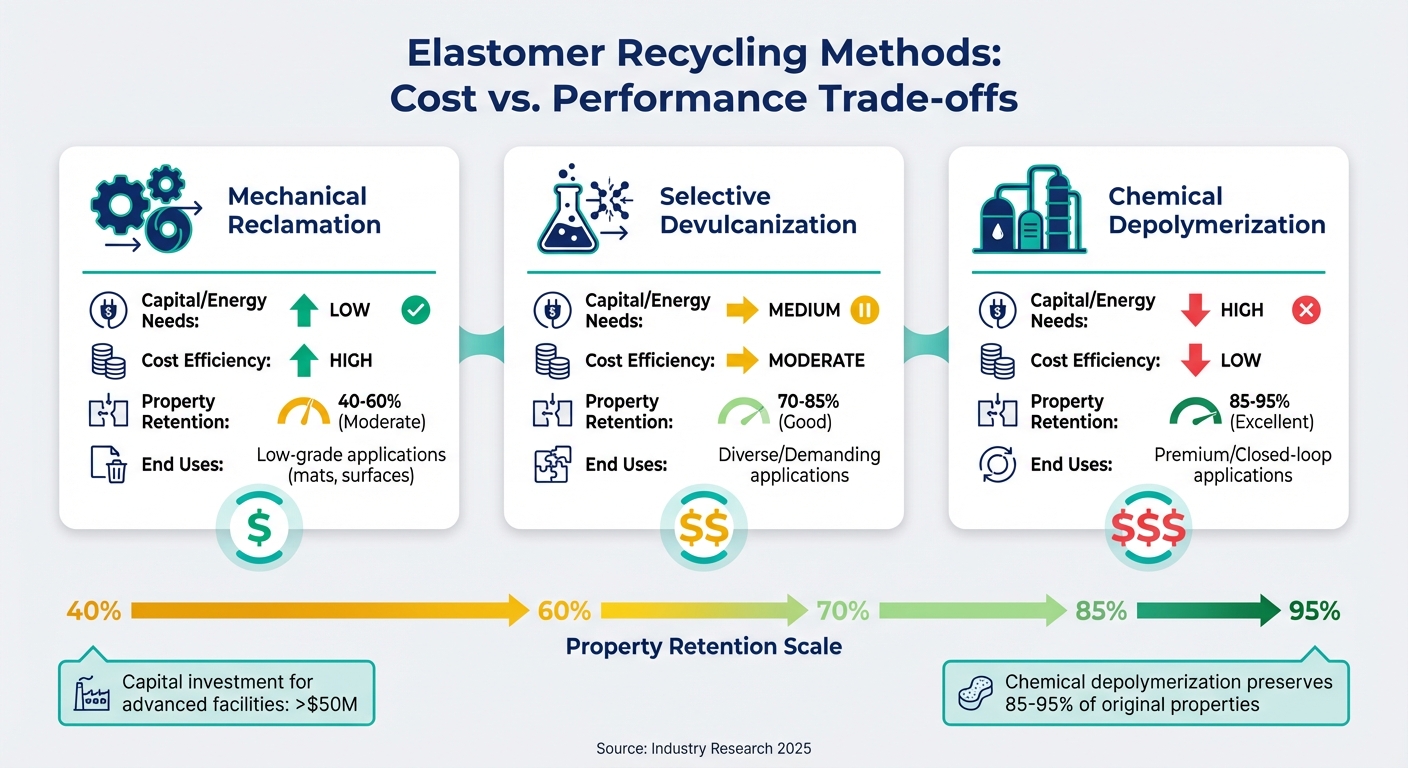
Comparison of Elastomer Recycling Methods: Costs, Efficiency, and Performance
Problem Description
The financial challenges tied to advanced recycling methods present a major hurdle for many manufacturers. Constructing an advanced elastomer recycling facility can demand capital investments exceeding $50 million, making it a daunting prospect for small to mid-sized businesses[1]. While chemical depolymerization can preserve 85-95% of the original material properties, it’s still less cost-effective compared to simpler mechanical recycling methods[1].
Processes like pyrolysis and chemical depolymerization are highly energy-intensive, driving up operational expenses significantly[1][6]. On top of energy costs, these facilities also require costly environmental controls to meet regulatory standards[3]. Adding to the complexity, pre-processing steps – such as separating steel and fabric from tires and reducing rubber to fine mesh sizes – necessitate multiple stages of expensive machinery[3][5].
Another technical challenge lies in the narrow energy difference between carbon-sulfur and carbon-carbon bonds, which makes selective bond cleavage both technically demanding and costly. These combined financial and technical hurdles call for creative cost-management approaches, as outlined below.
| Feature | Mechanical Reclamation | Selective Devulcanization | Chemical Depolymerization |
|---|---|---|---|
| Capital/Energy Needs | Low | Medium | High |
| Cost Efficiency | High | Moderate | Low |
| Property Retention | 40-60% (Moderate) | 70-85% (Good) | 85-95% (Excellent) |
| End Uses | Low-grade (mats, surfaces) | Diverse/Demanding | Premium/Closed-loop |
Source: [1]
Practical Solutions
To address the high costs of advanced recycling, manufacturers can implement several cost-conscious strategies.
Hybrid recycling approaches offer a balanced solution. By combining low-cost mechanical recycling for bulk applications with chemical methods reserved for high-performance or specialty rubbers, manufacturers can maintain economic feasibility while catering to diverse market demands[1]. This dual strategy allows companies to optimize costs without sacrificing quality for premium materials.
For small to mid-sized manufacturers, utilizing existing equipment is an effective way to sidestep significant capital outlays. Mechanical devulcanization, for instance, can be carried out using standard tools like calenders or open mixers, eliminating the need for new machinery[4].
"The use of calender (or open mixer), a standard tool in rubber processing, allows manufacturers to recycle their own waste without making new capital investments" – Journal of Material Cycles and Waste Management[4]
This room-temperature calendering method is particularly suited for recycling industrial scraps, keeping operational costs manageable while delivering acceptable material quality.
Government funding programs can also play a pivotal role in reducing initial costs. For example, the U.S. EPA has allocated over $117 million for recycling and waste prevention initiatives as of late 2025[13]. Additionally, The Recycling Partnership has distributed nearly $50 million in grants to 370 communities and facilities to enhance recycling infrastructure[12]. Manufacturers should explore these opportunities, particularly the EPA’s Solid Waste Infrastructure for Recycling Grant Program, to secure funding for equipment upgrades and facility improvements.
Collaborating with experienced chemical suppliers provides another cost-effective path. Companies like Allan Chemical Corporation, with decades of expertise in specialty chemicals, can help manufacturers fine-tune material sourcing and formulations for recycled elastomers. Through collaborative pilot programs, manufacturers can test advanced recycling techniques without committing to full-scale investments upfront[1].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Challenge 4: Lack of Standardization and Batch Consistency
Problem Description
Building on earlier challenges like degradation, sorting, and cost, the absence of standardization presents a major hurdle for maintaining consistent product quality in recycled elastomers. Unlike the plastics industry, where suppliers typically provide detailed technical data sheets, rubber manufacturers often lack access to reliable material specifications for recycled feedstock. This lack of information makes it incredibly difficult to predict how recycled rubber will perform in new formulations.
"In plastics, designers can use the material technical sheets coming from the suppliers… Unfortunately, this kind of information is not readily available in the case of rubber." – Elisabetta Princi, Author of "Rubber" [9]
The challenge stems from the unpredictable composition of recycled elastomers. Waste tires and rubber products contain various blends, including Natural Rubber (NR), Styrene-Butadiene Rubber (SBR), Nitrile Rubber (NBR), and EPDM. These materials are further complicated by reinforcing fillers like carbon black and silica, as well as proprietary additives such as antioxidants and curing agents. This complexity makes it nearly impossible to fully characterize recycled rubber behavior during secondary processing.
Processing methods also contribute to variability. Ambient grinding, which heats particles to around 248°F (130°C), leads to surface oxidation, while cryogenic grinding produces different particle characteristics. As a result, even two batches of recycled rubber from the same source can behave unpredictably when used in a compound.
Regulatory gaps exacerbate the issue. While some regions have "End of Waste" classifications for recycled tires, many general rubber goods, like seals and dampers, lack formal recognition as raw materials. Without clear standards or benchmarks, ensuring batch consistency remains a significant challenge.
Practical Solutions
Addressing these inconsistencies requires rigorous sourcing and testing protocols. One effective strategy is to prioritize the use of industrial process scraps over post-consumer waste. Industrial scraps, such as injection molding flash and production trim, make up about 20–30% of processed material and offer better traceability. Since these scraps come from known formulations within a facility or from trusted partners, they reduce the risk of contamination and unpredictable performance.
Collaborating with suppliers who adhere to strict quality systems adds another layer of assurance. For example, working with companies that provide technical-grade materials backed by comprehensive documentation and follow certified processes ensures better traceability and consistent practices throughout the supply chain.
Standardized testing for every incoming batch is critical. Instead of assuming uniformity, manufacturers should test key properties – like tensile strength, elongation, and cross-link density – before incorporating recycled materials into new formulations. This proactive approach helps mitigate the risks associated with variations in recycled feedstock and prevents costly production issues.
For companies looking for a formal framework, the ASTM D5603-23 standard offers a classification system for recycled vulcanizate particulate rubber. This standard, based on particle size distribution and source material, creates a shared language between suppliers and manufacturers, simplifying quality verification and specification processes. It’s available for $64.00 [14] and represents a small yet valuable investment in quality control.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Challenge 5: Limited Market Acceptance and Formulation Adjustments
Problem Description
Even when manufacturers tackle technical issues like inconsistency or contamination, they still face a major challenge: convincing end-users to trust recycled elastomers. This skepticism is particularly strong in high-performance industries like automotive and industrial machinery. One key reason? Performance gaps. For example, mechanical recycling can reduce tensile strength by 40%–60%, and even advanced devulcanization methods only recover 78%–85% of the original material’s performance [1][15]. Additionally, about 12% of recycled elastomer batches fail safety tests for volatile content and toxicity in sensitive applications, further discouraging adoption [15].
"The market also hesitates to adopt recycled high-performance rubber, despite technological advances." – Andres Urbina, Plastics Engineering [1]
Economic factors also play a role. Recycled products are priced at 30%–50% of virgin materials, but their processing costs are 18%–22% higher [1][15][16]. This pricing imbalance makes it hard for manufacturers to justify the cost of reformulating products, especially when virgin rubber remains relatively cheap. Even major brands have adjusted their sustainability goals due to these challenges. For instance, PepsiCo lowered its 2030 target for recycled content from 50% to 40% by 2035, and Coca-Cola reduced its target from 50% to 35–40% by 2035, citing supply and cost limitations [16].
On top of this, formulation adjustments present another hurdle. Recycled rubber often struggles with poor interfacial adhesion when combined with thermoplastic matrices, leading to phase separation and weaker mechanical properties in blended compounds [5]. Tackling these issues requires technical improvements and clear communication of the benefits recycled materials can offer.
Practical Solutions
Addressing market skepticism and formulation challenges calls for both technical advancements and transparent communication. One way to build trust is through rigorous testing and detailed performance documentation. Manufacturers can start by categorizing recycled materials based on their processing methods – such as mechanical reclamation, devulcanization, or chemical depolymerization – so customers can better understand the trade-offs between performance and cost [1]. For example, chemical depolymerization retains 85%–95% of the original material’s properties while cutting lifecycle emissions by 50%–65% [1].
Performance testing is crucial. For instance, demonstrating that a 20% replacement with recycled NBR maintains mechanical properties comparable to virgin rubber can help alleviate safety concerns [4]. A notable example is Covestro‘s Elastomer Recycling Pilot Plant, launched in April 2025, which aims to recycle up to 90% of waste materials while preserving 85%–95% of their original properties through chemical depolymerization [1]. Data like this reassures end-users that recycled materials can meet the demands of high-performance applications.
Collaborating with suppliers who offer tailored formulation support can also help manufacturers navigate technical challenges. Companies like Allan Chemical Corporation, with extensive experience in specialty chemicals, provide guidance on optimizing recycled elastomer compounds for regulated industries.
Success stories can shift perceptions, too. In April 2023, The First Thai Brush Co. Ltd. incorporated KRAIBURG TPE’s THERMOLAST R series – which contains up to 35% post-consumer recycled material – into its "Victory" toothbrush line. This move not only met consumer demand for eco-friendly products but also reduced the carbon footprint by up to two-thirds compared to virgin materials [1][17]. Examples like this show that recycled elastomers can achieve high-quality standards while supporting sustainability goals.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Conclusion
Recycled elastomers come with their fair share of challenges, including mechanical wear, feedstock contamination, high upfront costs, batch inconsistencies, and market hesitation. Tackling these issues demands a blend of technical innovation and strategic planning to ensure reliable quality and performance, especially in industries with strict regulations.
Manufacturers looking to address these obstacles should focus on refining their processes with advanced technologies. Techniques like devulcanization and chemical depolymerization can retain up to 95% of the original material properties. Meanwhile, AI-powered sorting systems and hybrid processing models strike a balance between cost efficiency and performance consistency[1][11].
Equally important is forming strong partnerships to ensure long-term success. For example, Allan Chemical Corporation brings over 40 years of expertise in supporting regulated industries, offering technical advice and sourcing solutions that help maintain batch uniformity and meet compliance requirements.
Improved recycling methods don’t just solve performance problems – they also contribute to environmental progress. Advanced recycling can cut lifecycle emissions by as much as 65% and recover up to 90% of waste[1]. As regulations grow stricter and sustainability targets become essential, addressing these hurdles allows manufacturers to meet both market expectations and environmental goals.
This content is intended for informational purposes only. Always consult official regulations and qualified professionals before making decisions about sourcing or formulations.
FAQs
What are the best ways to improve the performance of recycled elastomers to match virgin materials?
The quality of recycled elastomers can be greatly enhanced through selective devulcanization techniques. This method preserves 70–85% of the original polymer’s properties, ensuring the material remains functional. After devulcanization, the recycled elastomers can be combined with virgin elastomers, along with appropriate fillers and compatibilizers, to regain essential characteristics like tensile strength and elasticity.
These improvements allow recycled elastomers to reach up to 90% of the performance level of virgin materials, making them a practical and eco-friendly option for a wide range of applications.
What are the most effective methods for sorting and purifying recycled elastomers?
Recycled elastomers can be sorted and purified using a range of advanced techniques. Density-based separation and air classification are effective for distinguishing materials by their physical characteristics. Additionally, near-infrared (NIR) and FTIR spectroscopy play a crucial role in identifying specific polymer types, allowing for accurate sorting.
When it comes to purification, devulcanization processes – whether chemical, thermal, or biological – are essential. These methods break the sulfur cross-links in the material, helping to restore the elastomer’s original properties. This step significantly enhances the quality of the recycled material, making it suitable for demanding applications.
What challenges make businesses hesitant to adopt recycled elastomers despite their environmental advantages?
Many companies hesitate to incorporate recycled elastomers into their products, largely because these materials often exhibit lower tensile strength and diminished mechanical properties compared to virgin rubber. This is usually the result of challenges such as incompatibility and immiscibility with other materials during the manufacturing process, which restrict their use to less demanding, lower-grade applications.
Although recycled elastomers come with clear environmental perks, their reliability and performance in high-stress applications remain a significant concern. Overcoming these obstacles requires advanced compounding methods and thoughtful material selection to ensure better consistency and improved performance.



Comments are closed