Wafer cleaning chemicals, like SC-1 (NH₄OH-H₂O₂-H₂O), SC-2 (HCl-H₂O₂-H₂O), Diluted Hydrofluoric Acid (dHF), Sulfuric Acid-Peroxide Mixture (SPM), and Ozonated Water, are critical in semiconductor manufacturing. However, their use poses risks, including toxicity, waste generation, and challenges in waste management. These chemicals are essential for removing contaminants from silicon wafers but require careful handling due to their corrosive and hazardous properties.
Key insights:
- SC-1: Effective for organic residue removal but alters water chemistry and generates high-pH waste.
- SC-2: Targets metal contaminants but produces acidic waste and hazardous air pollutants.
- dHF: Removes oxide layers but introduces persistent fluoride contamination.
- SPM: Strong cleaner for organic materials but generates high COD levels and concentrated waste.
- Ozonated Water: A safer alternative with less waste but requires energy-intensive systems.
Each chemical has unique advantages and challenges. For example, ozonated water eliminates harmful residues, while traditional methods like SPM and dHF demand advanced waste management systems. Reducing water consumption and adopting safer alternatives are critical steps toward minimizing risks in semiconductor production.
Skal 6 – Wafer Cleaning Technology
1. SC-1 (NH4OH-H2O2-H2O)
SC-1, a mixture of ammonium hydroxide, hydrogen peroxide, and water, is widely used in semiconductor manufacturing for its ability to remove particles and contaminants from wafer surfaces. However, it presents several environmental and operational challenges[8]. Below, we break down the key concerns associated with SC-1.
Toxicity
Ammonium hydroxide, a primary component of SC-1, is highly corrosive and can cause severe irritation to the eyes, skin, and mucous membranes[5]. When heated to temperatures between 86°F and 356°F, the solution releases toxic fumes that can irritate the respiratory system in addition to the skin and eyes[5][9]. To safeguard workers, facilities must invest in proper ventilation systems, acid fume scrubbers, and emergency eyewash stations.
Persistence in the Environment
While hydrogen peroxide naturally decomposes into water and oxygen, ammonium hydroxide needs to be neutralized before disposal to prevent harm to aquatic ecosystems[8][9]. Additionally, the oxygen bubbles formed during the cleaning process can inadvertently cause particles to reattach to wafer surfaces, reducing the cleaning efficiency.
Waste Generation
SC-1 is a significant contributor to the large volumes of waste generated during semiconductor manufacturing. Each masking layer in integrated circuit production requires 2–3 aqueous cleaning steps, leading to substantial amounts of caustic liquid waste[7]. To manage this, facilities rely on automated systems and specialized containment equipment to extend the solution’s lifespan and handle hazardous waste effectively[9].
Impact on Waste Management Practices
Managing SC-1 waste adds complexity and costs to facility operations. Neutralization systems, fume scrubbers, and separate storage for acidic and alkaline wastes are essential for proper waste handling[9]. Additionally, facilities must use recirculating quartz tanks with precise temperature control to maintain consistent etch rates and minimize chemical overuse.
This content is for informational purposes only. Always consult official regulations and qualified professionals when making sourcing or formulation decisions.
2. SC-2 (HCl-H₂O₂-H₂O)
SC-2, often referred to as the Hydrochloric Peroxide Mixture (HPM), is a blend of hydrochloric acid, hydrogen peroxide, and deionized water. This mixture is specifically designed to remove metallic contaminants and inorganic residues that persist after SC-1 cleaning steps [1][12]. While it effectively clears trace metals from wafer surfaces, SC-2 presents challenges that require careful handling. During cleaning, the solution is typically heated to around 176°F (80°C) for approximately 10 minutes [1]. These conditions underscore the importance of implementing precise waste management protocols.
Toxicity
Hydrochloric acid is a powerful mineral acid known to cause severe burns, respiratory distress, and skin and eye irritation due to its corrosive fumes [10]. Hydrogen peroxide, while widely used, is classified as highly hazardous to freshwater ecosystems based on risk quotient studies [3]. As ElectraMet highlights:
"Improper disposal of these chemicals can cause environmental damage, water contamination, and pose safety risks" [1].
Environmental Persistence
Hydrogen peroxide naturally breaks down into water and oxygen over time [9]. However, hydrochloric acid dissociates into chloride ions, which can alter aquatic pH levels if not neutralized. Although HCl doesn’t accumulate in biological systems like organic pollutants, its acidic nature and the chloride ions it releases can disrupt local ecosystems if waste management systems fail to neutralize them effectively.
Waste Generation
SC-2 produces both hazardous air emissions and acidic wastewater. Hydrochloric acid is one of five chemicals responsible for over 90% of hazardous air pollutant (HAP) emissions in semiconductor manufacturing [6]. In highly acidic conditions, traditional neutralization methods often fall short, leading to increased sludge production and higher disposal costs [1][2].
Challenges for Waste Management
Managing SC-2 waste streams demands specialized systems to meet stringent federal regulations, including the National Emission Standards for Hazardous Air Pollutants (NESHAP) for semiconductor manufacturing (40 CFR Part 63 Subpart BBBBB). Facilities must employ automated acid neutralization systems to treat wastewater before discharge and install acid fume scrubbers in wet bench environments to capture volatile HCl emissions [9]. Additionally, facilities must handle both alkaline waste from SC-1 and acidic waste from SC-2 in tandem, requiring waste management systems capable of processing diverse pH levels [7].
This content is for informational purposes only. Always consult official regulations and qualified professionals when making sourcing or formulation decisions.
3. Diluted Hydrofluoric Acid (dHF)
Diluted hydrofluoric acid is commonly used as a final dip after SC-2 cleaning to remove native oxide layers and prepare silicon surfaces for further processing. However, HF poses serious risks due to its ability to deeply penetrate tissue and act as a systemic toxin, making it particularly hazardous in semiconductor manufacturing environments [16]. Here, we’ll examine dHF’s toxicity, environmental impact, waste generation, and waste management challenges in semiconductor applications.
Toxicity
Hydrofluoric acid is extremely toxic. It penetrates tissues deeply, binding with calcium and magnesium in the bloodstream, which can lead to conditions like hypocalcemia, hypomagnesemia, and even fatal cardiac arrhythmias [16]. Exposure covering just 1% of the body’s surface area can trigger systemic toxicity, and ingesting even small amounts of HF – such as in rust removers – has proven fatal within 90 minutes [16]. The National Institute for Occupational Safety and Health (NIOSH) sets a Recommended Exposure Limit (REL) of 3 ppm (2.5 mg/m³) as a time-weighted average, while exposure to 30 ppm is classified as Immediately Dangerous to Life or Health (IDLH) [16].
One of HF’s dangers is its delayed pain response. Exposure to concentrations below 20% may not cause immediate discomfort, with redness and pain sometimes appearing up to 24 hours later. Inhalation can lead to severe burns, respiratory distress, and long-term lung damage [10][16]. To address these risks, facilities are required to keep Calcium Gluconate gel available, as it can bind fluoride ions and reduce tissue damage [14].
Environmental Persistence
Hydrofluoric acid’s high reactivity means it neutralizes upon contact with soil or water, but the resulting fluoride ions are highly persistent and do not degrade [14][16]. These ions can bind with calcium or magnesium, but they may remain in the environment indefinitely, presenting challenges for sustainable practices. HF also has a low boiling point of 67°F, allowing it to vaporize quickly and form dense clouds that can travel far distances [15][16]. Additionally, HF is particularly destructive to silica-based materials like glass, ceramics, and concrete, complicating both its storage and containment [14][16].
Waste Generation
Using dHF requires significant amounts of ultrapure deionized (DI) water, both for the acid solution and subsequent rinsing. Gas-phase alternatives can significantly reduce water usage, but they are not yet widely implemented [13]. As ElectraMet points out:
"Traditional treatments often generate additional waste streams that must also be managed, adding complexity and cost to the process" [1].
Improper disposal of HF waste can lead to soil contamination, with harmful substances potentially leaching into the ground and entering the food chain. This highlights the environmental risks tied to semiconductor manufacturing [11].
Impact on Waste Management Practices
Managing HF waste requires specialized protocols due to its unique properties. HF cannot be stored in glass containers, as it reacts with silica, so polyethylene or Teflon containers are typically used [14][16]. Neutralizing HF waste also differs from other acids; calcium hydroxide is added to dilute solutions to bind fluoride ions before disposal [14].
Some advanced facilities have adopted closed-loop systems to minimize DI water usage and reduce wastewater volumes [2]. Additionally, there’s growing interest in repurposing acid waste into industrial-grade products like sodium sulfate or calcium sulfate, which can help lower disposal costs and reduce environmental impact [1]. These evolving waste management approaches are essential for creating more sustainable semiconductor manufacturing processes.
This content is for informational purposes only. Always consult official regulations and qualified professionals when making sourcing or formulation decisions.
sbb-itb-aa4586a
4. Sulfuric Acid-Peroxide Mixture (SPM)
Sulfuric Acid-Peroxide Mixture (SPM) is a highly reactive and corrosive solution made from concentrated sulfuric acid (H₂SO₄) and hydrogen peroxide (H₂O₂). It is primarily used in semiconductor manufacturing to remove organic contaminants and photoresists from wafer surfaces. This mixture operates at elevated temperatures, typically around 266°F (130°C), and is known for its efficiency in cleaning. However, its use comes with notable safety and environmental challenges, requiring specialized handling and strict waste management procedures.
Toxicity
SPM poses significant risks due to its reactive nature and the intense heat generated when sulfuric acid and hydrogen peroxide mix. The process releases toxic vapors that can cause severe respiratory issues and burns. Skin or eye contact with SPM results in serious chemical burns, and the high operating temperatures further increase these dangers. To mitigate these risks, facilities must use advanced safety measures, including acid fume scrubbers to capture and treat harmful vapors and specialized wet bench equipment. For example, flame-polished quartz tanks, designed to resist both high temperatures and corrosive environments, are essential for handling SPM safely [9].
Persistence in the Environment
SPM’s thick, viscous consistency makes it particularly challenging to rinse off wafer surfaces completely. Sandia National Laboratories highlights this issue:
"This viscous solution is very difficult to rinse off water surfaces. Particle growth resulting from incomplete rinse is correlated with the amount of sulfur on the wafer surface" [17].
The syrupy nature of SPM requires extensive rinsing with ultrapure deionized water to eliminate all residues. Any leftover sulfur can contaminate subsequent manufacturing steps, leading to defects in semiconductor production. Advanced techniques like Time of Flight Secondary Ion Mass Spectroscopy (TOF-SIMS) are used to measure sulfur contamination, revealing that the efficiency of residue removal depends on factors like the wafer’s surface properties and contact angle prior to cleaning [17]. These rinsing challenges contribute not only to quality control issues but also to increased waste generation.
Waste Generation
The rapid decomposition of hydrogen peroxide in SPM necessitates frequent bath replacements – sometimes as often as every two hours. This, combined with the large volumes of rinse water required to handle its high viscosity, significantly increases waste output [9][17]. One way to reduce waste is through "spiking", a process where fresh hydrogen peroxide is added to the bath to extend its lifespan. By using this method, the bath’s usability can be extended from 2 hours to up to 8 hours, conserving sulfuric acid and reducing waste generation frequency [9].
Impact on Waste Management Practices
Proper waste management for SPM is particularly demanding due to its unique properties. Facilities must employ automated acid neutralization systems to treat liquid waste before disposal. In addition, chemical collection stations and dedicated fume hoods are essential for safely handling hazardous byproducts [9]. The corrosive and high-temperature nature of SPM requires specialized materials for containment and transport. For example, high-temperature quartz tanks used for SPM can achieve heat-up rates of 3.6°F (2°C) per minute and operate within a temperature range of 86°F to 356°F (30°C to 180°C). These tanks must be robust enough to withstand the extreme conditions associated with SPM use [9]. The extensive precautions required for handling, neutralizing, and disposing of SPM waste add considerable complexity and cost to semiconductor manufacturing processes.
This content is for informational purposes only. Always consult official regulations and qualified professionals when making sourcing or formulation decisions.
5. Ozonated Water
As manufacturers look for ways to reduce environmental impact, ozonated water has become an appealing alternative. This approach involves dissolving ozone in deionized (DI) water to oxidize and remove contaminants. Studies have shown that an ozonated water vapor system can achieve a photoresist removal rate of 221 nm/min, with an activation energy of 11.59 kcal/mol for the reaction between aqueous ozone and I-line photoresist [18].
Toxicity
Compared to the harsh acidic and toxic agents often used in cleaning processes, ozonated water provides a milder solution. While ozone itself is a toxic gas and a strong oxidant, its use in water significantly reduces risks compared to concentrated acids like sulfuric acid or hydrofluoric acid. One major benefit is that ozonated water naturally breaks down into oxygen, leaving no harmful residues. This means facilities can reduce their dependence on corrosive chemicals that pose serious risks, such as respiratory problems and skin burns [18][19].
Waste Generation
Ozonated water also generates less waste than traditional cleaning methods. Researcher Sangwoo Lim highlights this advantage:
"An ozonated water-based process is more environmentally benign and has a lower operating cost than SPM or SOM" [18].
Unlike processes that rely on concentrated acids, ozonated water simplifies the rinsing stage by avoiding the need to flush out acid residues. The primary waste products are oxidized organic materials, rather than complex mixtures of acids, unoxidized particles, and chemical sludge. This streamlined waste profile aligns with the growing push for greener semiconductor manufacturing practices.
Impact on Waste Management Practices
Switching to ozonated water can greatly simplify waste management. Since ozone is already widely used in drinking water treatment to remove organic matter and bacteria, its waste stream integrates more easily into standard industrial wastewater systems compared to concentrated acid mixtures [18]. Facilities can minimize or even eliminate the need for specialized systems like acid neutralization units, chemical collection stations, and high-temperature containment equipment designed for aggressive chemical baths. This shift supports the semiconductor industry’s "Green Cleaning" initiatives by reducing hazardous byproducts and easing the burden on local water resources [11]. The resulting wastewater is less contaminated with persistent chemicals, making treatment and disposal more straightforward and cost-effective.
This content is for informational purposes only. Always consult official regulations and qualified professionals when making sourcing or formulation decisions.
Comparison of Advantages and Disadvantages
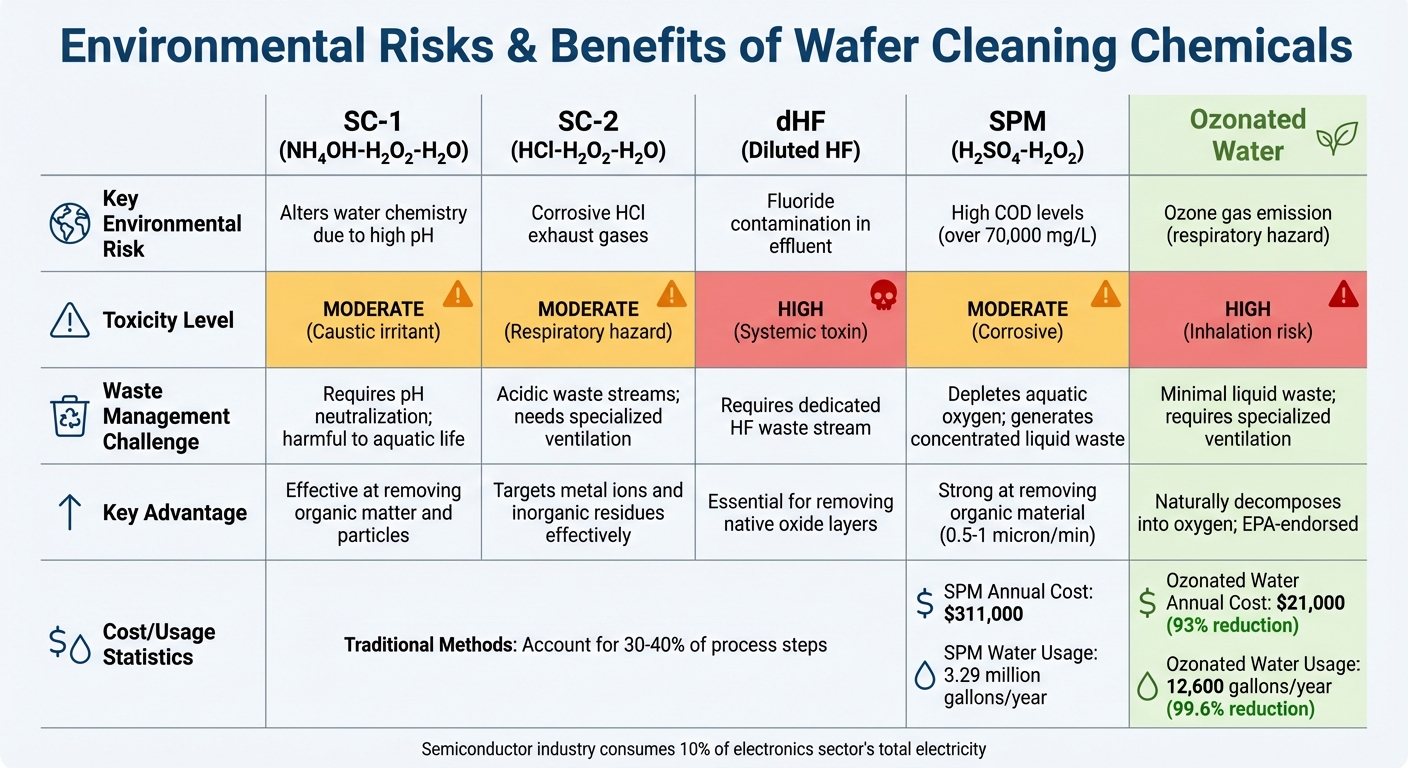
Environmental Impact Comparison of Semiconductor Wafer Cleaning Chemicals
Cleaning chemicals each come with their own mix of benefits and drawbacks, balancing effectiveness against environmental concerns. As mentioned earlier, every cleaning process has its own operational hurdles and waste management considerations. Below is a summary of the environmental risks, challenges, and benefits associated with the key cleaning chemicals discussed.
| Chemical | Key Environmental Risk | Toxicity Level | Waste Management Challenge | Key Advantage |
|---|---|---|---|---|
| SC-1 (NH₄OH-H₂O₂-H₂O) | Alters water chemistry due to high pH | Moderate (Caustic irritant) | Requires pH neutralization; harmful to aquatic life [4] | Effective at removing organic matter and particles [12] |
| SC-2 (HCl-H₂O₂-H₂O) | Corrosive HCl exhaust gases | Moderate (Respiratory hazard) | Acidic waste streams; needs specialized ventilation [5] | Targets metal ions and inorganic residues effectively [12] |
| dHF (Diluted HF) | Fluoride contamination in effluent | High (Systemic toxin) | Requires a dedicated HF waste stream [4] | Essential for removing native oxide layers [12] |
| SPM (H₂SO₄-H₂O₂) | High COD levels (over 70,000 mg/L) | Moderate (Corrosive) | Depletes aquatic oxygen; generates concentrated liquid waste [4] | Strong at removing organic material (0.5-1 micron/min) [21] |
| Ozonated Water | Ozone gas emission (respiratory hazard) | High (Inhalation risk) | Minimal liquid waste; requires specialized ventilation [5] | Naturally decomposes into oxygen; EPA-endorsed [21] |
Traditional wet cleaning methods, such as SC-1, SC-2, dHF, and SPM, play a significant role in semiconductor manufacturing, accounting for 30%–40% of the process steps [20]. However, their corrosive and toxic nature demands careful handling, storage, and disposal to minimize environmental damage.
On the other hand, ozonated water presents a promising alternative. It significantly lowers costs, reducing annual chemical expenses from $311,000 (for SPM/Piranha) to just $21,000. Additionally, it slashes water usage from 3.29 million gallons to a mere 12,600 gallons per year [21].
This information is intended for reference purposes only. Always consult official guidelines and qualified experts before making decisions regarding chemical sourcing or formulations.
Conclusion
From the analysis above, it’s evident that each chemical used in wafer cleaning presents distinct challenges. For instance, SC-1 and SC-2 carry moderate risks, while dHF and SPM are highly toxic and corrosive. Ozonated water, though a safer option, comes with the trade-off of high energy demands.
Innovative technologies, such as advanced catalytic systems, are transforming waste management by converting hydrogen peroxide into water and oxygen, enabling sulfuric acid recovery without generating additional waste [1]. Closed-loop water systems also play a key role by reducing DI water consumption and wastewater output. Additionally, repurposing acid waste into usable products supports a circular economy [1][2]. These measures are vital, especially in light of stringent regulatory requirements.
"Strict regulations govern the disposal of hazardous by-products, requiring manufacturers to neutralize and treat their waste before discharge." – ElectraMet [1]
Adhering to these regulations is critical, and adopting advanced waste management strategies ensures compliance.
Collaborating with suppliers who uphold strict quality and environmental standards can mitigate supply chain risks. High-purity chemicals not only reduce the need for rework but also ensure compliance through detailed Safety Data Sheets [22]. Suppliers like Allan Chemical Corporation (https://allanchems.com) provide technical-grade and compendial-grade solutions designed for safe handling and regulatory adherence.
With the semiconductor industry consuming 10% of the electronics sector’s total electricity, reducing waste is a pressing priority [2]. Using catalytic media, maintaining strict exposure limits, and conducting preventive maintenance are practical steps to minimize both environmental impact and operational costs. These strategies are essential for fostering a more sustainable approach to semiconductor manufacturing.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
FAQs
What environmental risks are associated with SC-1 and SC-2 wafer cleaning chemicals?
SC-1, a solution combining Ammonium Hydroxide, Hydrogen Peroxide, and water, and SC-2, which contains Hydrogen Chloride, Hydrogen Peroxide, and water, are commonly used for cleaning wafers. However, their use comes with notable environmental challenges due to the hazardous waste they produce. SC-1 generates waste that is highly alkaline, containing ammonia and peroxide. This waste has a high chemical oxygen demand (COD) and is classified as corrosive. On the other hand, SC-2 produces acidic waste with dissolved chlorine compounds and can release toxic chlorine gas during processing.
Managing these waste streams requires precise neutralization. Alkaline waste from SC-1 demands acid treatment, while acidic waste from SC-2 requires base treatment. After neutralization, advanced oxidation or biological treatment methods are often necessary to minimize environmental harm. Improper disposal of these wastes can lead to contamination of soil and water, posing risks to aquatic ecosystems and potentially affecting human health. These challenges also drive up waste management costs and energy use, underscoring the critical need for strict handling and disposal protocols.
What are the environmental benefits of using ozonated water compared to traditional wafer cleaning chemicals?
Ozonated water, often referred to as dissolved ozone in ultrapure water (DIO₃), presents a cleaner alternative to traditional wafer cleaning chemicals. One of its standout features is its rapid decomposition into harmless oxygen, leaving behind no toxic residues. With a short half-life of just 12–15 minutes at room temperature, ozone must be produced on-site and dissipates quickly after use, removing the need for managing hazardous waste.
On the other hand, conventional cleaning agents like solvents, acidic cleaners, and alkaline solutions often result in hazardous waste. If not handled correctly, this waste can pollute soil and water. Many of these chemicals also emit volatile organic compounds (VOCs), which degrade air quality and pose health risks. In contrast, ozone-based cleaning eliminates the production of sludge or leftover chemical streams, significantly cutting down waste volume, disposal costs, and its overall impact on the environment.
How can advanced waste management practices reduce the environmental impact of wafer cleaning chemicals?
Advanced waste management techniques can play a crucial role in reducing the impact of wafer cleaning chemicals on the environment. These practices focus on cutting down hazardous waste and improving how it’s treated. Here are some key approaches:
- Reducing hazardous materials and using safer options: Switching to chemicals with lower toxicity or alternatives like short-chain PFAS can help decrease hazardous waste production. This also simplifies compliance with federal regulations.
- On-site treatment solutions: Technologies like advanced oxidation, membrane bioreactors, and ion-exchange systems are highly effective at capturing or breaking down persistent contaminants. These methods support water reuse and ease the burden on local water treatment facilities.
- Closed-loop recycling systems: Techniques such as distillation allow for the recovery and purification of used solvents and acids. This enables fabs to reuse these materials, reducing both disposal costs and environmental damage.
Allan Chemical Corporation contributes to these efforts by supplying high-quality cleaning agents designed to support sustainable practices. Their expertise in sourcing and formulating chemicals helps fabs adopt solutions like solvent recovery and waste reduction. Additionally, their just-in-time delivery model ensures efficient inventory management, further helping to minimize waste.



Comments are closed