Concentrated detergents reduce packaging waste by removing unnecessary water and increasing the amount of active cleaning ingredients. Traditional detergents are up to 90% water, requiring larger bottles and heavier shipping loads. Concentrated formulas, however, use smaller doses – sometimes as little as 11 ml per wash – offering the same cleaning power while cutting down on plastic use, shipping costs, and carbon emissions.
Key benefits include:
- Smaller bottles: Up to 60% less plastic and 75% lighter than standard detergent bottles.
- Lower emissions: Reduced transportation needs and CO₂ output.
- Water savings: Millions of gallons saved annually during manufacturing.
- Consumer convenience: Compact packaging aligns with e-commerce trends and shelf space optimization.
Brands like Henkel and Seventh Generation have already adopted this approach, achieving measurable reductions in plastic waste, water usage, and emissions. Concentrated detergents not only help meet consumer demand for eco-friendly products but also improve logistics and reduce costs for manufacturers.
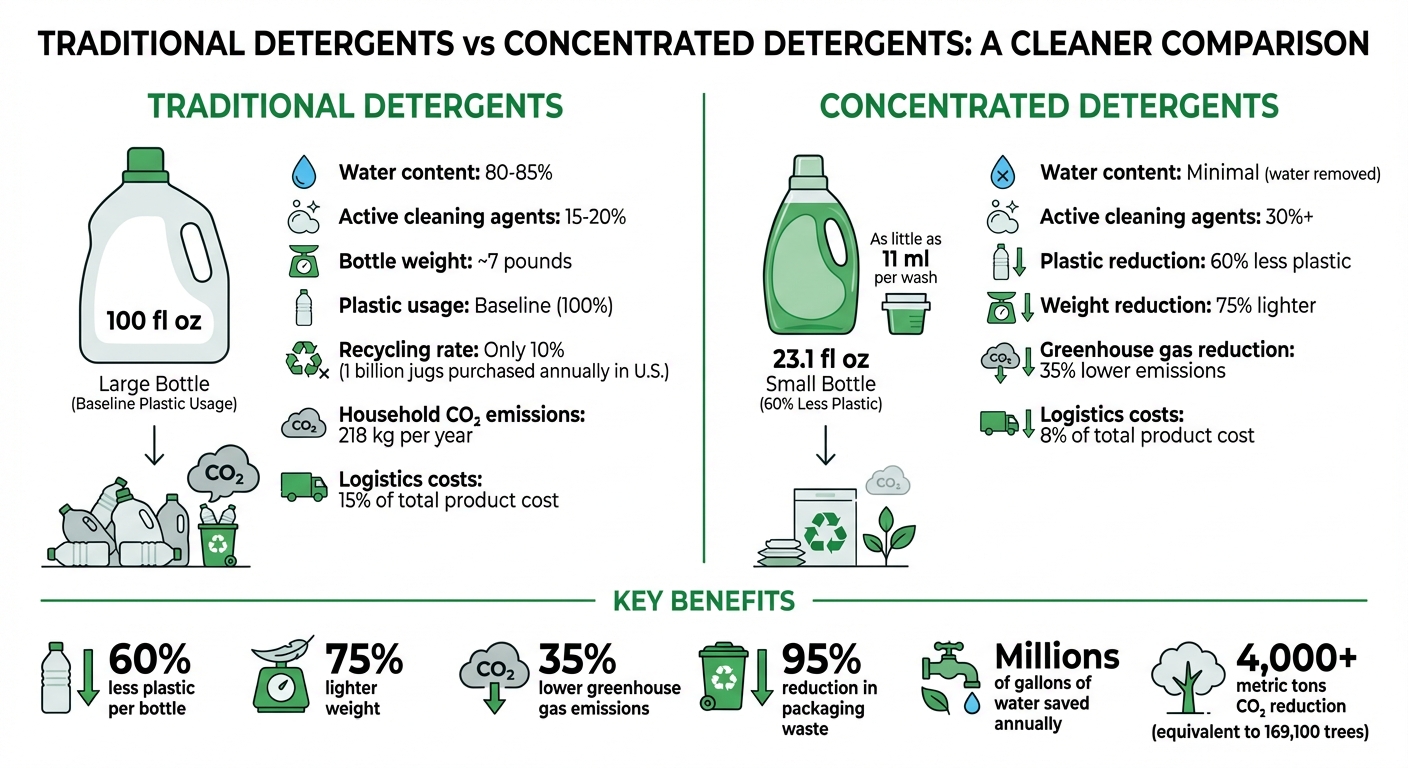
Traditional vs Concentrated Detergents: Environmental Impact Comparison
Packaging Problems with Traditional Detergents
Traditional detergents are mostly water – about 80–85% – leaving only 15–20% as active cleaning agents. This diluted formula means manufacturers need oversized bottles to deliver enough product for multiple washes. For example, a standard 100-ounce detergent bottle weighs around seven pounds [8]. This setup not only leads to material waste but also drives up transportation and storage costs.
The scale of waste is staggering. Each year, U.S. consumers purchase up to 1 billion plastic detergent jugs, yet only 10% of these are recycled [5]. The rest end up in landfills, where bulky high-density polyethylene (HDPE) bottles contribute to long-term pollution. Joey Bergstein, CEO of Seventh Generation, highlighted the issue:
"We live in a world right now with a massive amount of unnecessary waste. All around us, we see pictures of branded plastic flowing into waterways, overflowing in landfills" [8].
High Plastic and Material Consumption
Because traditional detergents are pre-diluted with water, they require larger volumes per wash, which translates to more plastic used in packaging. A 100-ounce bottle of traditional detergent uses 60% more plastic than ultra-concentrated alternatives. This contributes to the broader issue of packaging waste, which makes up 29.9% of all municipal solid waste in the U.S. – a total of 80 million tons annually. For an average household, traditional detergents account for about 218 kg of CO₂ emissions per year [2][6][10]. With approximately 30 billion pounds of laundry detergent used annually in the U.S., the environmental toll is undeniable [7].
Transportation and Storage Costs
The inefficiencies of traditional detergents don’t stop at packaging. Shipping these bulky, water-heavy products increases costs and emissions. Large bottles take up more space on pallets, reducing shipping efficiency and requiring more trucks to transport the same number of wash loads [9]. In fact, logistics costs for traditional detergents can make up about 15% of the total product cost, compared to just 8% for concentrated formulas [11].
Dannielle Borger, Global Packaging Development Manager at Henkel, explained the benefits of optimizing packaging:
"If you can put more bottles on a pallet, that’s not only more economical financially, but you’re also reducing your environmental impact because fewer trucks will then be driving around" [9].
In December 2019, Borger spearheaded a project that consolidated 23 European packaging formats into 12. By switching to concentrated formulas that reduced the dose from 73 ml to 50 ml, Henkel saved 3,500 tonnes of plastic and cut CO₂ emissions from transport by 4,200 tonnes annually [9]. Additionally, large detergent bottles occupy more warehouse and shelf space, driving up storage costs and limiting retail display options [3].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
sbb-itb-aa4586a
How Concentrated Detergents Cut Packaging Waste
Concentrated detergents are transforming the way cleaning products are made and shipped. Instead of filling large bottles with up to 90% water, manufacturers now focus on packaging only the active cleaning agents. By removing the unnecessary water, this approach significantly reduces packaging waste and improves efficiency in production and logistics.
Formulation Principles of Concentrated Detergents
The key to concentrated detergents lies in their higher density of active ingredients. For comparison, ready-to-use glass cleaners typically contain just 2–3% active components, while concentrated versions can pack in 30% or more. This higher concentration means you get more cleaning power with smaller doses.
To maintain their effectiveness, concentrates often rely on stabilizers during storage. A great example is Seventh Generation’s "Ultra Concentrated" 8X laundry detergent, introduced in April 2019. This product came in a 23.1‑oz bottle that used 60% less plastic and weighed 75% less than their standard 100‑fl‑oz bottle, yet it still delivered 66 loads of laundry.
Henkel took a similar approach in March 2025 by increasing the concentration of its all®, Persil®, and Snuggle® brands by an average of 16%. They also incorporated 50% recycled plastic into smaller bottle designs, which is expected to cut CO₂ emissions by over 4,000 metric tons annually.
Packaging and Shipping Improvements
The benefits of concentrated detergents extend beyond formulation. By reducing the plastic used in packaging and increasing the number of units that fit on a pallet, manufacturers can cut packaging waste by up to 95%. For example, a single truck carrying concentrated products can deliver the same cleaning power as 64 trucks carrying ready-to-use cleaners [12].
This shift also slashes freight costs – by as much as 80% – since companies no longer need to ship large amounts of water [12]. When Henkel introduced its concentrated formulas in 2025, it estimated saving 9 million gallons of water annually in its manufacturing facilities alone [4].
"By further concentrating the liquid formulas for these laundry brands, we’re reducing our environmental footprint from plastic to water‑usage to shipping, providing efficacy our consumers know and trust."
– Martina Spinatsch, Senior Vice President, Research & Development, North America, Henkel [4]
Concentrated detergents also align well with e-commerce trends. Their compact, lightweight packaging reduces shipping costs and minimizes the need for extra protective materials. Method‘s 8X-concentrated laundry detergent, for instance, comes in a plant-based pump bottle and uses just 1/4 of the dosage required by traditional detergents, all while delivering the same cleaning and fragrance performance [13].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Environmental Benefits of Less Packaging
Lower Material Waste and Plastic Use
Concentrated detergents significantly cut down on plastic waste by removing most of the water found in traditional formulas. This allows manufacturers to deliver the same cleaning power using bottles that require 60% less plastic and are 75% lighter than standard 100 fl oz containers [2]. Given that packaging accounts for 40% of U.S. plastic production [3], this shift has a noticeable impact.
Smaller bottles make it easier for manufacturers to use 100% post-consumer recycled (PCR) materials. For example, in March 2025, Henkel began shipping concentrated formulas for Persil®, all®, and Snuggle® in bottles containing 50% recycled plastic. This move resulted in a nearly 5% net reduction in plastic use – equivalent to the amount of plastic in over 20 million one-gallon milk jugs [4][1]. Since smaller containers require less structural support, companies can move away from virgin petroleum-based plastics without compromising durability.
These benefits extend beyond primary packaging. A 5-liter (approximately 1.32-gallon) concentrate container uses only about one-third of the packaging per liter compared to a 1-liter bottle. It can also replace the plastic and energy needed to produce around 500 standard 750 ml (approximately 25.4 fl oz) trigger spray bottles [14]. Additionally, these packaging reductions contribute to lower transportation emissions.
Reduced Carbon Emissions in Shipping
Smaller, lighter packages lead to reduced fuel consumption during transportation. For example, in April 2019, Seventh Generation introduced an ultra-concentrated 8X laundry detergent in a 23.1 oz bottle – 75% lighter than their traditional 100 fl oz version. Life cycle analysis revealed this change cut greenhouse gas emissions by 35% compared to less concentrated products [2].
The environmental benefits grow when factoring in truck capacity. Henkel’s 2025 concentration initiative, which increased dose concentrations across its laundry detergent line by an average of 16%, is expected to cut annual CO₂ emissions by over 4,000 metric tons. This reduction is comparable to the carbon absorption of approximately 169,100 trees [4]. By fitting more product per truckload, fewer trucks are required, further minimizing emissions.
Even the materials used for refill packaging play a role. Fiber-based cartons like D-PAK™ generate 24% to 28% fewer greenhouse gas emissions compared to plastic pouches for laundry refills, offering an additional way to lower carbon footprints [15].
Meeting Consumer Demand for Eco-Friendly Products
Concentrated detergents also cater to the growing consumer preference for environmentally friendly products. Research indicates that 78% of U.S. consumers prioritize sustainable lifestyles, with 43% ranking environmental impact as a key factor in packaging decisions [3]. Concentrated formulas meet this demand by delivering the same cleaning power while producing less waste.
Retailers are aligning with this trend by giving concentrated products more shelf space. Smaller bottles not only optimize shelf layouts but also help retailers meet their Scope 3 emission targets, creating a win-win for businesses and the environment [3]. However, brands face the challenge of overcoming the perception that smaller bottles offer less value, even though they provide the same number of loads. As Kelly Murosky of Seventh Generation explained:
"We knew if we put it on-shelf, consumers weren’t going to pick it up, even if we showed them they would still get 66 loads from the product. On e-commerce, we have endless space for information, to show videos, and educate them on the bottle" [2].
Concentrated formulas also support refillable packaging systems, further reducing waste. For instance, a single large-format concentrate container can replace hundreds of individual trigger spray bottles, making refill stations a practical option for both retail and institutional settings [14]. As brands move away from large liquid bottles – Seventh Generation plans to phase out 90 oz and larger bottles by 2030 – concentrated formulas serve as a stepping stone toward fully circular packaging systems [16].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Production and Sourcing for Concentrated Detergents
Production Methods for Concentrated Formulas
Producing concentrated detergents involves techniques that not only boost the effectiveness of formulations but also help cut down on unnecessary resource use. These methods focus on increasing active ingredient content while keeping energy consumption in check.
Spray drying is a widely used method where a slurry with a 60–70% concentration is sprayed into a hot-air tower, forming uniform granules [17]. While effective, this process uses a lot of energy and can degrade heat-sensitive components such as enzymes [17][19].
Direct mixing, also known as dry blending, skips the drying step by combining powdered raw materials with liquid additives. This approach uses less energy, requires lower capital investment, and preserves delicate ingredients like enzymes and fragrances [19]. Ultra-concentrated detergents, which often contain more than 30% active ingredients compared to the 10–15% found in standard detergents, make choosing the right production method crucial [19].
For liquid concentrates, production involves melting nonionic surfactants at 122–158°F (50–70°C), then mixing in anionic surfactants and solubilizers. High-speed stirring (300–1,000 rpm) ensures a formula with up to 80% solids and 70% surfactant content [18]. Solubilizers like sodium xylenesulfonate play a key role in preventing gel formation during this process [18].
Sourcing High-Quality Raw Materials
Creating effective concentrated detergents requires raw materials of exceptional purity. With active ingredient levels exceeding 30%, even slight inconsistencies in quality can affect both performance and stability [19]. Enzymes such as protease (for protein stains), lipase (for fats), and amylase (for starches) are particularly important. These enzymes allow effective cleaning at lower temperatures, reducing the energy consumers need to heat wash water. This is significant, as heating water accounts for about 80% of a washing machine’s energy use [20][21][22].
Plant-based surfactants, derived from sources like coconut or corn starch, offer better biodegradability than petrochemical options while maintaining cleaning effectiveness, reflecting emerging trends in bio-based detergent ingredients [21]. However, these ingredients require careful storage below 77°F (25°C) to avoid enzyme denaturation [21]. Using compendial-grade materials ensures consistent quality and compliance with regulatory standards.
Working with Allan Chemical Corporation
Reliable sourcing is essential for producing concentrated detergents, and Allan Chemical Corporation is a key partner in this space. They offer high-purity ingredients and adaptable supply options to meet the needs of detergent manufacturers.
Allan Chemical Corporation provides both technical-grade and compendial-grade ingredients (USP, FCC, ACS, NF) tailored for manufacturers requiring precise quality control. With over 40 years of experience in regulated industries, they ensure timely delivery, helping manufacturers manage the smaller storage space that concentrated ingredients typically require while keeping production schedules on track. Their portfolio includes high-purity surfactants, builders, and specialty additives crucial for ultra-concentrated formulations.
The company goes beyond ingredient supply by offering technical documentation, Certificates of Analysis, and Safety Data Sheets. This regulatory support is invaluable for manufacturers aiming to meet strict quality standards while achieving the 30–50% cost savings associated with concentrated formulas [12]. Additionally, they provide custom packaging and flexible batch sizes, supporting both pilot testing and large-scale production. This comprehensive approach helps manufacturers transition to formulations that use less packaging and have a reduced environmental footprint.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Conclusion
Concentrated detergents present a practical way to cut down on packaging waste without sacrificing cleaning performance. By removing water during production and focusing on a stronger mix of active ingredients, these detergents use up to 60% less plastic per bottle while maintaining their effectiveness [2]. Beyond reducing materials, the benefits include significant water savings and lower CO₂ emissions, as seen in initiatives like Henkel’s 2025 sustainability program [1][4].
Consumer preferences are also pushing this shift. A striking 90% of shoppers expect brands to address packaging’s environmental impact, with 43% considering it a major factor in their buying decisions [23][3]. On top of that, lighter, concentrated products improve logistics by optimizing shelf space and reducing transportation needs, creating cost efficiencies that align with sustainability goals.
However, transitioning to concentrated formulas requires dependable suppliers to provide high-quality surfactants, enzymes, and other raw materials. These ingredients must meet regulatory requirements and consumer expectations while ensuring smooth supply chain operations.
By adopting concentrated detergents, manufacturers can significantly reduce plastic use, conserve water, and lower shipping emissions – all while satisfying the growing demand for eco-friendly products. With proven production methods and trusted suppliers, businesses can achieve measurable environmental and financial benefits through this forward-thinking approach.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
FAQs
Do concentrated detergents clean as well as regular ones?
Concentrated detergents are just as effective as their regular counterparts. They pack a higher amount of active cleaning ingredients into each dose, offering the same cleaning strength while using less product. This efficiency not only maintains cleaning performance but also helps reduce packaging waste, aligning with efforts to minimize environmental impact.
How much detergent should I use per load with a concentrate?
For concentrated detergents, use around 1½ ounces (or 3 tablespoons) per load. Be sure to read the product label for exact directions, as the recommended amount can differ depending on the size of the load and how dirty the items are. Measuring properly helps achieve efficient cleaning while preventing unnecessary waste.
Are concentrated detergents safe for HE washers and septic systems?
Yes, concentrated detergents are safe for use in HE washers and septic systems when used as directed. These detergents are formulated to dissolve effectively and avoid harming the beneficial bacteria essential for septic tank function. Be sure to follow the manufacturer’s guidelines for correct usage to maintain both performance and safety.



Comments are closed