Internal mixers and open mills are the two primary methods for elastomer compounding, each suited to different production needs. Internal mixers, like Banbury mixers, operate in enclosed chambers with high-pressure rotors, offering speed (5–7 minutes per batch) and consistency for high-volume production. Open mills, featuring two exposed counter-rotating rolls, provide manual control and visibility, making them ideal for small-scale production, research, and heat-sensitive compounds.
Key Differences:
- Internal Mixers: Faster, automated, energy-efficient, and suited for large-scale operations. However, they are less flexible for real-time adjustments and require more effort to clean.
- Open Mills: Slower (30–45 minutes per batch), labor-intensive, but offer hands-on control and better temperature management for sensitive materials.
Quick Comparison:
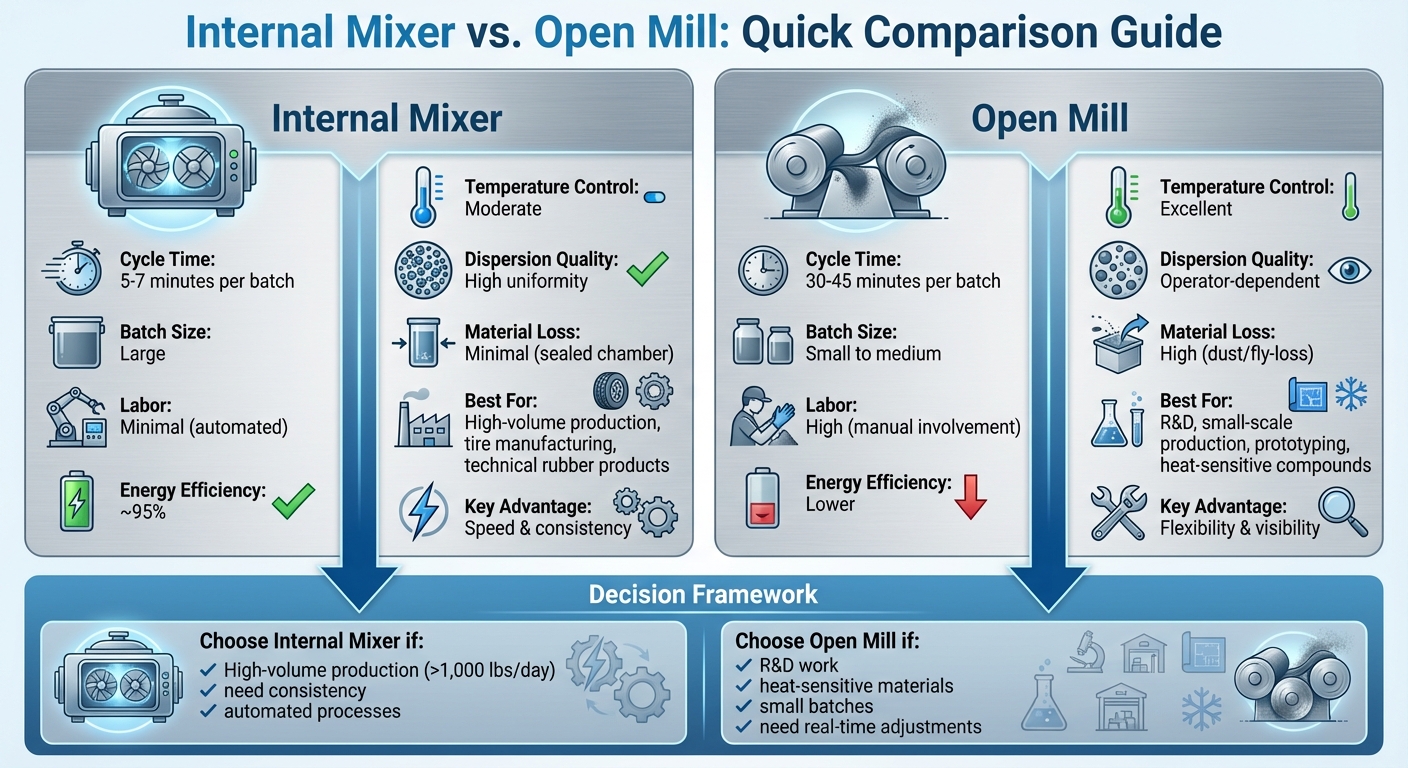
| Aspect | Internal Mixer | Open Mill |
|---|---|---|
| Cycle Time | 5–7 minutes per batch | 30–45 minutes per batch |
| Batch Size | Large | Small to medium |
| Labor | Minimal | High (manual involvement) |
| Energy Efficiency | ~95% | Lower |
| Temperature Control | Moderate | Excellent |
| Best For | High-volume production | R&D, small-scale, prototyping |
Choosing the right method depends on your production goals. Internal mixers excel in speed and consistency for large-scale manufacturing, while open mills offer flexibility and precision for custom or small-batch formulations.
Internal Mixer vs Open Mill Comparison Chart for Elastomer Compounding
Internal banbury mixer | QC | R&D | tire industry
What is Internal Mixing?
Internal mixing involves using a sealed chamber to subject elastomers and additives to high pressure and intense shear forces. Unlike open mills, which expose rolls and mixing materials, internal mixers – like the Banbury mixer introduced in 1916 [6] – operate within an enclosed environment. This design reduces dust emissions, improves safety, and provides better environmental control [4]. The sealed chamber also allows for precise management of mixing conditions.
At the heart of the system are two counter-rotating rotors designed to work at varying speeds, ensuring effective mastication [4][7]. A weighted ram (or plunger) presses material from the top charging chute into the high-shear zone between the rotors and chamber walls [1][7]. This setup prevents material from floating or escaping the mixing process. Additionally, both the rotors and chamber housing are typically water-cooled to dissipate heat, avoiding premature vulcanization or "scorching" [2][7].
Next, we’ll explore how these mixers operate in detail.
How Internal Mixers Work
The process begins with loading the base polymer into the mixing chamber. The descending ram applies pressure, while the counter-rotating rotors knead and shear the polymer, reducing its viscosity and preparing it for the addition of other ingredients [1][7]. Additives are then introduced gradually, and the rotors ensure they are evenly dispersed by cycling the compound through zones of intense stress. This results in a uniform mixture, even with highly viscous materials [6].
Due to the high-intensity mixing, temperatures can reach up to 300°F (150°C). To manage this, the process is often split into two stages: first, high-temperature dispersion of fillers; and second, low-temperature incorporation of curing agents – typically below 212°F (100°C) – to prevent scorching [7]. Pre-set parameters like rotor speed, temperature, and mixing time ensure consistency across batches, minimizing reliance on operator expertise [3]. This level of control is essential for large-scale production where uniformity is critical.
Where Internal Mixers Are Used
Internal mixers are the backbone of high-volume production environments where speed, consistency, and efficiency are key. Industries like tire manufacturing depend on these mixers to process high-filler compounds, such as those containing carbon black [1][7]. Other applications include technical rubber products like seals, gaskets, and industrial components, where strict performance standards demand precise and repeatable mixing [1][3]. Internal mixers are also used for synthetic rubber, hot melt adhesives, and low-viscosity materials [1][4].
The enclosed design and automated controls make these mixers ideal for formulations requiring consistent performance and minimal batch-to-batch variation [1][3]. However, their sealed chambers can pose challenges for frequent cleaning, particularly during color or compound changes [1]. Despite this drawback, the advantages – such as short mixing cycles (typically 5–7 minutes per batch), high energy efficiency (about 95% utilization), and enhanced safety – make internal mixing the go-to method for large-scale elastomer compounding [3][4].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
What is Open Mill Mixing?
Open mill mixing relies on two metal rolls rotating toward each other to mix elastomers and additives through a shearing action. Unlike the enclosed chambers of internal mixers, open mills provide full visual access to the mixing process. The distance between the rolls – known as the "nip" – can be adjusted, typically ranging from 0.08 to 0.79 inches (2 to 20 mm). This adjustability gives operators control over how much the material is worked [8]. Open mills are particularly suited for small-batch production, research and development (R&D), and formulations requiring frequent adjustments.
The rolls rotate at different speeds, creating a friction ratio, often 1.25:1, where the back roll moves faster than the front. This difference in speed generates the shearing force needed to evenly distribute fillers and other ingredients throughout the rubber compound [8]. The rolls are hollow and can be heated or cooled internally using water, maintaining specific temperatures – typically around 158°F ± 9°F (70°C ± 5°C) [8][4]. This temperature control makes open mills especially useful for heat-sensitive compounds that could scorch in enclosed mixers.
How Open Mills Work
The mixing process begins with the operator "banding" the base polymer onto the front roll, forming a continuous sheet. To ensure even blending, the operator uses a hand knife to make "3/4 cuts" – slicing most of the banded rubber and folding it back into the nip [8][4]. This process involves repeated cutting, folding, and repositioning of the material. Additives are added in stages: activators and antidegradants come first, followed by fillers in portions, and finally curing agents like sulfur are introduced at the end to avoid premature vulcanization [8].
"The greatest advantage of an open mill is direct visibility. An experienced operator can see the compound and make real-time adjustments to the process." – Tech Team, Kintek Solution [1]
A typical mixing cycle on an open mill lasts 30 to 45 minutes per batch, much longer than the 5 to 7 minutes required by internal mixers [3]. However, this extended time allows for precise control over dispersion quality, which is critical for new formulations or color-matching tasks. Once the mixing is complete, the compound is sheeted out to a minimum thickness of 0.24 inches (6 mm) and left to mature for at least 24 hours before further processing [8].
This method provides flexibility and precision, making it ideal for small-scale production.
Where Open Mills Are Used
Open mills are primarily used in small-scale production and R&D settings. They are also commonly employed as a finishing stage for adding heat-sensitive ingredients [1][4][8]. Their ability to facilitate color matching is invaluable, as operators can visually inspect the mixture to achieve the desired shade. Additionally, many facilities use open mills to incorporate curatives like sulfur and accelerators at lower temperatures, reducing the risk of scorching [8][1].
While open mills offer manual control and visibility, they come with certain drawbacks. The exposed nip area poses safety risks, as it can catch fingers or tools, making emergency stop devices essential [4][5]. They also produce "dusting", where powdered additives like carbon black escape into the air, leading to material loss and potential workplace contamination [4]. Despite these challenges, open mills remain a critical tool for applications that require operator expertise and on-the-spot adjustments.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Efficiency Comparison
Internal mixers and open mills show stark differences in terms of cycle time, labor demands, and resource use. Building on the earlier discussion of process controls, these operational factors play a key role in determining overall efficiency. For instance, internal mixers can process a typical batch in just 5 to 7 minutes, while open mills take significantly longer – 30 to 45 minutes for the same task [3]. This six-fold difference in cycle time makes internal mixers far better suited for high-volume production, where throughput is critical.
Throughput and Batch Size
Internal mixers are designed to handle much larger batch sizes compared to open mills. Thanks to their enclosed chamber design, some internal mixer models even allow for continuous processing. Automated controls also ensure consistent mixing parameters throughout each cycle, reducing variability. On the other hand, open mills are constrained by the physical size of their rolls and rely heavily on manual operation. This makes them ideal for small-to-medium batch production, especially in R&D settings where frequent formulation tweaks and lower production volumes are common.
"Internal mixer mixing is a complex process that offers… significant speed improvement of a mere 5-7 minute cycle time per batch." – Cody David, West American Rubber Company (WARCO) [3]
The differences in throughput not only affect production capacity but also have a direct impact on operator workload and energy efficiency, as covered in the next sections.
Labor Requirements
The labor demands between open mills and internal mixers are worlds apart. Open mills require constant physical involvement – operators must use handheld tools to cut, fold, and re-feed the rubber into the nip repeatedly during the 30 to 45-minute cycle. This makes the process physically taxing, requiring strength and endurance. In contrast, internal mixers operate largely on automation. Once the correct parameters are programmed, the machine runs with minimal manual input. Operators primarily oversee equipment performance rather than physically handling the material. While older setups often needed two operators, modern micro-compounders can be managed by a single worker [5].
Energy Use and Material Loss
Energy efficiency and material retention are additional areas where internal mixers shine. These machines achieve approximately 95% energy utilization [4], thanks to their sealed chamber design, which minimizes heat loss and maximizes shear efficiency. Open mills, with their exposed rolls, lose heat to the surrounding environment, leading to longer processing times for comparable results.
Material loss is another critical consideration. Open mills often suffer from additive dust loss, where powdered materials like carbon black escape into the air, resulting in waste and workplace contamination. Internal mixers, with their enclosed chambers, virtually eliminate this issue, keeping all ingredients contained and reducing waste.
| Metric | Open Two-Roll Mill | Internal Mixer (e.g., Banbury) |
|---|---|---|
| Batch Cycle Time | 30–45 minutes [3] | 5–7 minutes [3] |
| Throughput | Low (Small/Medium scale) [4] | High (Large-scale production) [4] |
| Labor Requirement | High (Manual intervention) [4] | Low (Automated/Minimal) [4] |
| Energy Efficiency | Lower | ~95% energy utilization [4] |
| Material Loss | High (Dust/fly-loss) [4] | Minimal (Sealed chamber) [4] |
| Best For | R&D, small batches [1] | High-volume production [1] |
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
sbb-itb-aa4586a
Quality and Process Control
When deciding between mixing methods, efficiency is only part of the equation. The quality of the elastomer compound plays a critical role. Factors like how well ingredients are dispersed, how temperature is managed during mixing, and the ability to adapt to different formulations all influence the compound’s performance. Internal mixers and open mills tackle these challenges in distinct ways, each with its own strengths.
Dispersion and Uniformity
Internal mixers excel at achieving consistent dispersion. Inside their enclosed chambers, high shear forces break down filler agglomerates, ensuring uniform mixing. This is especially important for compounds with high filler content, like those using carbon black or silica. Even dispersion in such recipes directly impacts the mechanical properties of the final product. Automation in internal mixers also reduces variability caused by human error.
"The ultimate goal of rubber mixing is to achieve a high level of dispersion as poor ingredient distribution can lead to failed physical properties and a lack of desired characteristics." – Cody David, Author
Open mills, on the other hand, rely heavily on the operator’s expertise. A skilled operator can achieve good dispersion for simpler formulations, but poor technique may result in defects like lumps, pinholes, or uneven textures. A 2021 study in Polymers compared silica dispersion in different internal mixers: a Banbury mixer produced agglomerates between 10 and 110 μm, while a high-torque twin-screw mixer achieved finer dispersion at roughly 20 μm, leading to better mechanical properties [5].
This difference in precision sets the stage for how each method handles temperature control.
Temperature Control
Managing temperature is another area where internal mixers and open mills diverge. Internal mixers generate significant heat due to friction, which can increase the risk of premature vulcanization (scorch). While water-cooled rotors and housings help dissipate heat, the enclosed design makes it harder to maintain precise low-temperature conditions.
Open mills are much better at temperature control. Their exposed rolls naturally release heat into the air, and cooling water circulates through the rolls to further regulate temperatures. Operators can also pause the process to let the material cool, making this method safer for heat-sensitive compounds.
Beyond temperature management, the ability to adjust formulations during mixing is another key difference.
Formulation Flexibility
Internal mixers are best suited for fixed, repeatable recipes used in high-volume production. Once the mixing process starts, the sealed chamber and preset parameters – like RPM, temperature, and time – make real-time adjustments nearly impossible. Any troubleshooting or changes typically happen between batches, which can be limiting for experimental or frequently changing formulations.
In contrast, open mills offer far more flexibility. Operators can add ingredients gradually, tweak the nip size during mixing, and visually inspect the compound’s texture and behavior in real time. This hands-on control makes open mills ideal for research and development (R&D) or small-batch prototyping.
| Quality Factor | Open Two-Roll Mill | Internal Mixer (e.g., Banbury) |
|---|---|---|
| Dispersion Consistency | Operator-dependent; risk of defects | High uniformity; automated shear forces |
| Temperature Management | Excellent; natural heat dissipation | Challenging; high internal heat generation |
| Scorch Risk | Lower; suitable for heat-sensitive work | Higher; requires intensive cooling |
| Real-Time Adjustments | Easy; manual control and visibility | Difficult; enclosed design limits changes |
| Best Application | R&D, small batches, simple recipes | High-volume, high-filler, complex recipes |
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Troubleshooting and Process Adjustments
When it comes to troubleshooting elastomer compounding, the methods used can differ greatly depending on whether you’re working with open mills or internal mixers. The key is not just to address immediate issues but to ensure the consistency and quality that the process demands.
Process Visibility
One of the most notable differences between open mills and internal mixers is how much of the process you can see in real time. Open mills provide operators with a clear view of the material as it’s being processed. This visibility allows them to quickly spot problems like lumps, color streaks, or uneven textures. Adjustments can then be made on the spot – tightening the nip gap, increasing manual cutting and folding, or pausing the process to let the material cool.
In contrast, internal mixers operate within a sealed chamber, so there’s no direct visual access. Instead, operators rely on sensor data like RPM, Amps, Temperature, and Time to monitor and manage the process. These differences mean that troubleshooting techniques need to be tailored to each method’s unique characteristics.
Common Problems and Solutions
Issues like poor dispersion and scorching are common in elastomer compounding, but they manifest differently depending on the equipment used.
For open mills, poor dispersion is often visible as lumps or an uneven texture. Operators can address this by adjusting the nip gap and manually cutting and folding the material. In internal mixers, poor dispersion is usually tied to rotor speed or the sequence in which ingredients are added. Checking the Amps log can help verify if the shear rate is adequate for proper mixing [3].
Scorching, which happens when the material begins to vulcanize prematurely due to excessive heat, is another frequent challenge. Open mills have an advantage here because heat naturally dissipates into the air, and operators can stop the process as soon as scorching signs appear. Internal mixers, however, generate significant heat in a closed environment, making scorching more likely. To manage this, operators can reduce rotor speed or increase the cooling water flow. Many manufacturers also use a two-stage mixing process to minimize the risk. The first stage disperses high-temperature fillers, often reaching 300°F (150°C), while the second stage adds curing agents at lower temperatures, typically under 212°F (100°C) [7].
Data Logging and Automation
When on-the-fly adjustments aren’t enough, data logging becomes invaluable – especially for internal mixers. These machines automatically record key parameters such as RPM, Amps, Temperature, and Time for each batch. This detailed data helps pinpoint issues and reduces variability caused by human error, making it easier to standardize processes across batches.
"Internal mixer mixing is a complex process that offers improved control and efficiency… significant speed improvement of a mere 5-7 minute cycle time per batch, and command over mixing parameters" – Cody David, West American Rubber Company (WARCO) [3]
Open mills, on the other hand, typically only measure RPM and time. As a result, troubleshooting relies heavily on the operator’s experience and skill. While this makes open mills less consistent, they are more flexible for immediate adjustments.
| Problem | Open Mill Adjustment | Internal Mixer Adjustment |
|---|---|---|
| Poor Dispersion | Increase manual cutting/folding; tighten nip [1][4] | Increase RPM or mixing time; check Amps log [3] |
| Scorching | Stop mixing to cool; increase cooling water [4] | Check temperature sensors; optimize cooling jacket [2][4] |
| Batch Inconsistency | Standardize operator training [1] | Review and lock automated recipe parameters [3][4] |
| Material Loss/Dust | Improve manual feeding technique [4] | Inspect seals and automated charging door [4] |
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
How to Choose the Right Method
Decision Factors
When deciding between an internal mixer and an open mill, the choice largely depends on your production needs and operational priorities. For high-volume operations, internal mixers are the go-to option. They can process large batches in just 5–7 minutes, while open mills require 30–45 minutes for the same task [3]. If your facility operates continuously and handles thousands of pounds daily, the efficiency of an internal mixer may be indispensable.
Internal mixers also excel in maintaining consistency. Their automated controls ensure uniform results, unlike open mills, which rely heavily on operator expertise and may introduce variability. Industries requiring strict batch documentation and minimal deviations often favor internal mixers. On the other hand, open mills are better suited for R&D or small specialty batches where hands-on adjustments are beneficial.
Budget and facility size also influence the decision. Open mills are more affordable upfront and easier to maintain, making them ideal for smaller operations. Internal mixers, while more expensive initially, offer energy efficiency – using about 95% of the energy consumed by open mills – and can lead to lower long-term operating costs [4].
"The choice between an open mill and an internal mixer is not about which is ‘better,’ but which is the right tool for the job. It’s a strategic decision that balances the need for small-batch flexibility against the demands of high-volume efficiency and consistency."
- Kintek Solution [1]
| Plant Scenario | Recommended Method | Key Reason |
|---|---|---|
| High-volume production (>1,000 lbs/day) | Internal Mixer | Fast cycle time (5–7 minutes) and automated consistency |
| R&D and prototyping | Open Mill | Direct visibility and flexible adjustments |
| Heat-sensitive compounds | Open Mill | Superior heat dissipation prevents scorching |
| Strict environmental/safety regulations | Internal Mixer | Enclosed design contains dust and fumes |
| Limited budget or small batches | Open Mill | Lower initial investment and simpler operation |
| Critical performance compounds | Internal Mixer | Precise parameter control and superior dispersion |
These considerations provide a clear framework for aligning equipment choices with production goals.
Using Both Methods Together
For many facilities, combining internal mixers and open mills delivers the best of both worlds. In a two-stage process, internal mixers handle the initial phase, where polymers, fillers, and oils are mixed at high temperatures (up to 300°F or 150°C) to achieve maximum dispersion [7]. The compound is then transferred to an open mill for the second stage, where heat-sensitive curing agents are added at lower temperatures (below 212°F or 100°C) to avoid premature vulcanization [7].
This approach not only manages heat effectively but also ensures the compound meets finishing requirements. After the internal mixer produces a formless mass, the open mill shapes it into flat, uniform sheets ready for molding or extrusion. For facilities producing both high-volume standard compounds and smaller specialty batches, having both types of equipment offers unmatched flexibility [7].
Importance of Raw Material Quality
Regardless of the equipment you choose, the quality of raw materials is critical. Even the best mixer cannot compensate for poor-quality inputs. Inconsistent fillers can lead to dispersion issues, while variable polymer grades may cause batch inconsistencies [3].
"Crafting quality starts with the recipe; extends to mixing."
- Cody David, WARCO [3]
Sourcing reliable, high-quality specialty chemicals is essential for successful compounding. Companies like Allan Chemical Corporation supply technical-grade and compendial-grade chemicals (USP, FCC, ACS, NF) that meet stringent standards. With over 40 years of experience in regulated industries, they provide the material consistency necessary for both internal mixers and open mills. This allows you to focus on optimizing processes instead of troubleshooting raw material variability.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Conclusion
Deciding between internal mixing and open mill mixing isn’t about finding a universal solution – it’s about choosing the method that aligns best with your production goals. Internal mixers, with their 5–7 minute cycle times and automated consistency, are perfect for high-volume operations, making them a go-to choice for large-scale manufacturing. On the other hand, open mills shine in research, development, and prototyping, where direct visibility and hands-on control allow for precise temperature management, especially for heat-sensitive formulations.
For operations requiring continuous production and stringent quality standards, the enclosed design of an internal mixer often justifies its higher initial cost. Meanwhile, smaller-scale setups may benefit from the lower investment and excellent temperature control offered by open mills.
No matter the mixing method, the quality of raw materials plays a pivotal role. Even the most advanced internal mixer cannot overcome the challenges posed by inconsistent fillers or fluctuating polymer grades, which can lead to poor dispersion and variability between batches [3]. Collaborating with a reliable supplier like Allan Chemical Corporation ensures access to top-tier technical-grade solutions, helping maintain consistency and quality across your processes. Ultimately, the right choice depends on your specific production needs and the quality of materials you use.
This content is for informational purposes only. Always consult official regulations and qualified professionals when making sourcing or formulation decisions.
FAQs
What should I consider when choosing between an internal mixer and an open mill for elastomer compounding?
When deciding between an internal mixer (like a Banbury mixer) and an open mill (two-roll mill), it’s essential to weigh the specific needs of your production process. Here are some key factors to consider:
- Batch size and production scale: Open mills work well for smaller batches or laboratory settings. They’re cost-effective and straightforward to operate but can be slow and labor-intensive when handling larger volumes. On the other hand, internal mixers are designed for high-volume production, offering faster processing times and more consistent results.
- Quality and process control: Internal mixers excel at dispersing fillers and additives evenly, thanks to their high shear forces and precise temperature management. This ensures a consistent compound quality. Open mills, however, depend heavily on operator skill and manual adjustments, which can lead to less uniform results.
- Heat management and troubleshooting: Internal mixers shine in controlling temperature, reducing risks like premature vulcanization. Open mills, while less precise in heat control, allow operators to observe the process directly and make real-time ingredient adjustments, simplifying troubleshooting.
For small-scale or research-focused applications where hands-on adjustments are valued, an open mill is a practical choice. For high-volume production with a focus on quality and efficiency, an internal mixer is the better option, though it comes with higher initial costs and less visibility during the mixing process.
What are the differences in temperature control between internal mixers and open mills?
Temperature management sets internal mixers apart from open mills in a significant way. In an internal mixer, the counter-rotating rotors generate intense shear, which produces a considerable amount of heat. To keep this in check, these machines are designed with water-cooled rotors and a cooled housing. This setup ensures that the temperature remains steady throughout the batch, preventing the material from overheating or reaching the vulcanization stage prematurely.
In contrast, open mills manage temperature through their twin rolls, which can be externally heated or cooled as needed. However, this process is less uniform and requires manual intervention from the operator to maintain control. While internal mixers offer more precise and automated temperature regulation, open mills provide a simpler, though less consistent, approach to temperature management.
Can internal mixers and open mills be used together in rubber compounding?
Yes, internal mixers and open mills are commonly used together in rubber compounding to streamline the production process. Internal mixers, like Banbury mixers, excel in large-scale operations thanks to their ability to apply high shear, manage temperatures quickly, and ensure thorough dispersion of materials.
Once the initial mixing is complete, the compound is often moved to an open mill (a two-roll mill) for further processing. Open mills are particularly handy for smaller batches, incorporating heat-sensitive ingredients, or making precise manual adjustments. This combination allows manufacturers to benefit from the efficiency and high capacity of internal mixers while using open mills for more detailed and controlled refinements.



Comments are closed