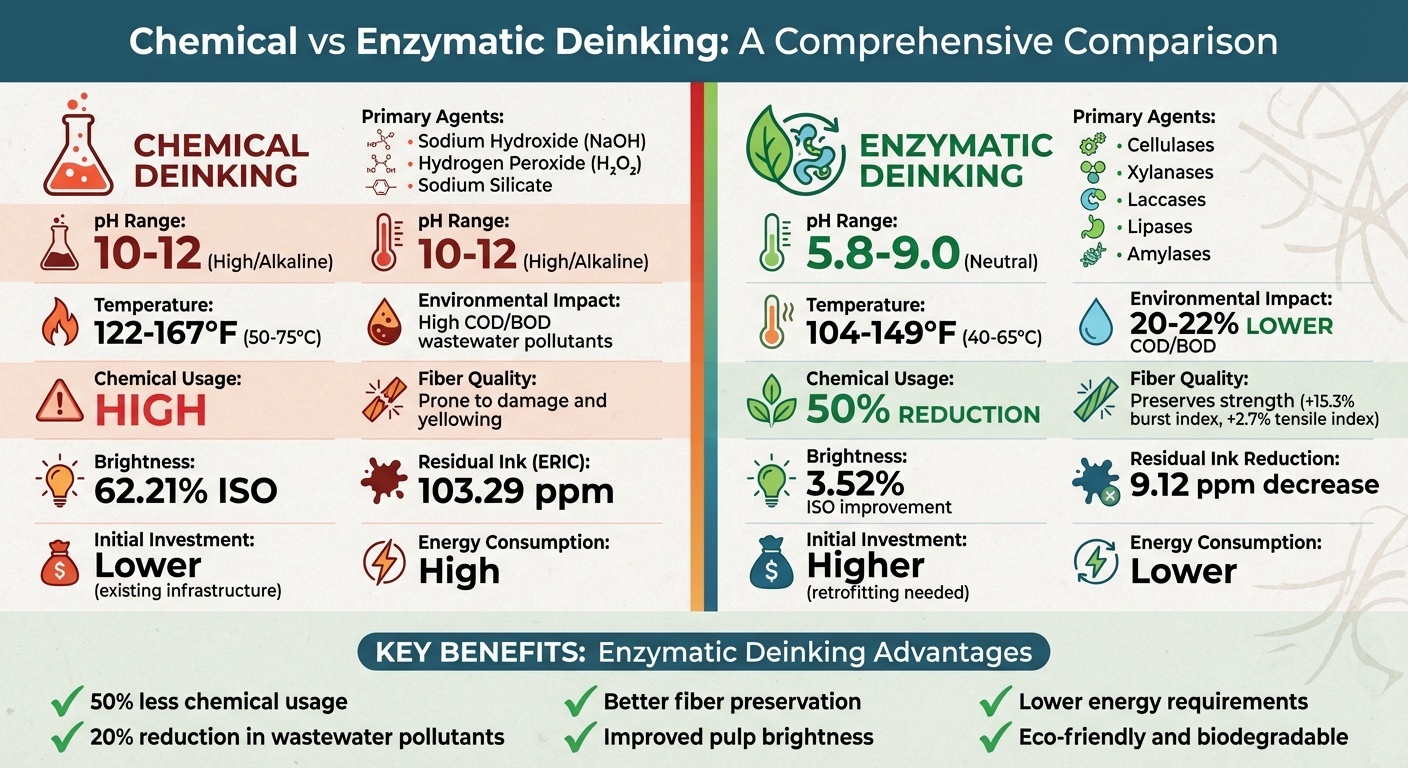
Enzymatic deinking is a method that uses biological catalysts like cellulases, xylanases, and laccases to remove ink from recycled paper. Unlike chemical deinking, which relies on harsh chemicals such as Sodium Hydroxide (NaOH) and Hydrogen Peroxide (H₂O₂), enzymatic deinking operates under milder conditions, reducing chemical usage by up to 50% and lowering wastewater pollutants like Biological Oxygen Demand (BOD) and Chemical Oxygen Demand (COD) by approximately 20%. This process preserves fiber strength and improves pulp brightness, making it a cleaner alternative for recycling paper.
Key Enzymes and Roles:
- Cellulases: Break down cellulose to release ink particles.
- Xylanases: Target hemicellulose, loosening ink.
- Laccases: Oxidize lignin, aiding ink separation.
- Lipases: Remove lipid-based binders.
- Amylases: Dissolve starch coatings.
Compared to chemical methods, enzymatic deinking works at neutral pH (5.8–9.0) and moderate temperatures (104–149°F), which reduces fiber damage and prevents yellowing. While enzymatic methods demand precise control and may require upfront investment, they outperform chemical processes in ink removal efficiency and environmental impact. For example, combining enzymes like xylanase and laccase has shown to improve brightness by 3.52% ISO and reduce ink concentration by 9.12 ppm in recent studies.
Quick Comparison:
| Criteria | Chemical Deinking | Enzymatic Deinking |
|---|---|---|
| Primary Agents | Sodium Hydroxide, Hydrogen Peroxide | Cellulases, Xylanases, Laccases |
| pH Range | High (10–12) | Neutral (5.8–9.0) |
| Temperature | High (122–167°F) | Moderate (104–149°F) |
| Chemical Use | High | Reduced (~50% less) |
| Wastewater Pollutants | High COD/BOD | ~20% lower COD/BOD |
| Fiber Quality | Prone to damage | Preserves strength |
Chemical vs Enzymatic Deinking: Environmental Impact and Performance Comparison
Enzyme Experiment: How biofilter enzyme benefit pulp and paper manufacturing process?
sbb-itb-aa4586a
How Enzymatic Deinking Works
Enzymatic deinking relies on the targeted action of enzymes to detach ink from paper fibers, offering an environmentally conscious alternative to traditional methods. This process works under mild pH levels (7.0–9.0) and moderate temperatures (122°F–149°F), conditions that safeguard paper fibers while reducing environmental impact [1][3].
Each enzyme plays a specific role in facilitating ink removal:
- Cellulases: These enzymes strip the surface of fibers, indirectly aiding dye removal. As noted in Renewable Energy Journal:
"Cellulase system removes the dye in an indirect way by peeling-off fiber" [4].
- Xylanases: They break down hemicellulose and lignin-carbohydrate complexes, loosening ink particles.
- Lipases: These target lipid-based binders, helping release ink from coated surfaces.
- Amylases: They dissolve starch coatings, further exposing ink for removal.
- Laccases: By oxidizing lignin, laccases contribute to improved ink separation.
A study conducted at Tianjin University in November 2025 highlighted the effectiveness of combining these enzymes. Using a mix of Lipase (1.5 U/g), Cellulase (2 U/g), Amylase (1.5 U/g), and Xylanase (2 U/g), researchers achieved a 3.52% ISO increase in brightness and a 9.12 ppm reduction in ink. This surpassed the performance of chemical deinking methods. The researchers observed:
"The synergistic action of these four enzymes enables efficient deinking" [3].
Recycling facilities incorporate these enzymes into their processes either as a pretreatment or as a replacement for chemical deinking. Adjusting enzyme dosage, temperature, and reaction times (typically 1–4 hours) is key to enhancing ink removal while protecting the integrity of paper fibers. Sequencing treatments, such as applying xylanase before laccase, further boosts efficiency [1].
This enzymatic approach not only reduces chemical usage but also minimizes wastewater pollutants and prevents fiber yellowing. These advantages lower treatment costs and maintain pulp quality, aligning with the eco-conscious goals outlined earlier.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
1. Enzymatic Deinking
This section dives into the specific actions of enzymes during deinking and their effect on the overall process.
Mechanism of Action
Each enzyme plays a distinct role in breaking down materials that hold ink to fibers:
- Cellulases: Break down cellulose on fiber surfaces, releasing ink-laden microfibrils [4].
- Laccases: Use oxidation to target lignin, separating ink-contaminated lignin monomers [1].
- Lipases: Degrade lipid-based binders, aiding in ink removal.
- Amylases: Break down starch coatings, exposing more fiber surface for ink detachment [3].
- Xylanases: Target hemicellulose and lignin-carbohydrate complexes, further easing ink removal.
Together, these enzymes reduce toner particle size and increase hydrophobicity, which significantly enhances flotation efficiency during the deinking process [4].
Environmental Impact
Switching to enzymatic deinking offers a more eco-friendly alternative by cutting back on harmful chemicals. This method can reduce chemical use by up to 50%, lowering the need for substances like sodium hydroxide, hydrogen peroxide, and chlorine-based agents [1][5]. Cleaner wastewater is another advantage, with studies showing Biological Oxygen Demand (BOD) reductions of about 20.15% and Chemical Oxygen Demand (COD) reductions of 22.64%, compared to traditional methods [5]. Additionally, enzymes work under milder conditions, which prevents fiber damage and yellowing [3]. As highlighted in Bioresource Technology:
Use of enzymes in deinking resulted in lower COD values thus reducing the cost of waste water treatment in an environment friendly manner [5].
Pulp Quality and Brightness
Enzymatic treatments bring measurable improvements to pulp quality. Research at Panjab University in August 2013 demonstrated that using bacterial laccase and xylanase on old newsprint (ONP) increased breaking length by 16.5%, burst factor by 4.2%, and viscosity by 13% [1]. The same study also reported a 21.6% improvement in brightness and a 65.8% drop in Effective Residual Ink Concentration (ERIC) [1]. When applied to photocopier paper, this method boosted ink removal efficiency by 24.6% and freeness by 21.6% compared to chemical deinking methods [2]. Additional benefits include a 10.3% rise in cellulose crystallinity, which strengthens fibers, and an 11.5% reduction in drainage time, improving paper machine efficiency [1][2].
Operational Efficiency
For enzymatic deinking to work effectively, specific conditions must be maintained:
- pH and Temperature: Cellulases perform best in acidic to neutral pH (4.0–7.0) and temperatures between 104°F and 149°F (40°C–65°C), balancing enzyme activity with fiber protection [2][3].
- Pulp Consistency: Medium consistency around 10% is ideal, as it encourages fiber-to-fiber interactions that help dislodge ink [2].
- Agitation: Alternating between 10 minutes of mixing and 20 minutes of rest improves enzyme contact with substrates, enhancing efficiency [2].
- Reaction Time: Typically ranges from 1 to 4 hours, with some bacterial laccases functioning without mediators, which lowers costs [1].
These controlled parameters make enzymatic deinking a competitive and efficient alternative to chemical methods.
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
2. Chemical Deinking
Chemical deinking relies on strong reagents to strip ink from fibers, offering a stark contrast to the gentler enzymatic methods discussed earlier.
Mechanism of Action
This process operates under alkaline conditions, using surfactants and other chemicals to detach ink from fibers. Sodium hydroxide (NaOH) plays a key role by swelling fibers and breaking the bonds that hold ink particles in place. Sodium silicate helps disperse the ink, preventing it from settling back onto the fibers. Hydrogen peroxide (H₂O₂) is added to bleach the pulp, while chelating agents like DTPA protect the peroxide from breaking down due to metal contaminants [2]. Once the ink is separated, it is removed through flotation or washing. In flotation, collectors such as oleic acid make the ink hydrophobic, allowing it to attach to air bubbles that rise to the surface and can be skimmed away [4]. While effective, this approach has its drawbacks, particularly in terms of environmental impact.
Environmental Impact
Chemical deinking processes come with significant environmental challenges. The use of chemicals like sodium hydroxide, sodium silicate, and hydrogen peroxide generates wastewater with high levels of chemical oxygen demand (COD) and biological oxygen demand (BOD) [5][3]. As highlighted in PLOS ONE:
"The conventional methods of deinking utilize chemicals such as sodium hydroxide, sodium silicate, hydrogen peroxide, chlorine based chemicals and other chelating agents which are environmentally hazardous." [1]
Treating this wastewater to meet environmental standards requires complex and costly systems [2]. Additionally, the high pH levels (10–12) and elevated temperatures (122°F to 167°F or 50°C to 75°C) used in this process consume more energy compared to enzymatic methods [2].
Pulp Quality and Brightness
Chemical deinking often results in lower pulp brightness and higher residual ink levels than enzymatic treatments. For instance, chemical methods achieve a brightness of 62.21% ISO and an ERIC (Effective Residual Ink Concentration) of 103.29 ppm, compared to better results with enzymatic approaches [3][2]. The use of strong alkalis can also damage fiber structure, reducing overall pulp quality. High pH conditions may lead to issues like smeared pulp and diminished brightness [4].
Operational Efficiency
Despite its widespread use, chemical deinking faces challenges, particularly with modern office papers. Non-impact printed papers, such as laser and xerographic copies, contain thermoplastic resins that melt and embed into fibers, making ink removal more difficult [4]. These toners can form irregular flakes during pulping, trapping fibers and resisting standard flotation techniques [4]. Additionally, operating at temperatures above 158°F (70°C) in high-alkali environments can cause thermal reversion, leading to pulp darkening [2].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
Pros and Cons
When considering deinking methods, understanding the strengths and weaknesses of enzymatic and chemical approaches is essential for optimizing recycling operations. Each method offers distinct benefits and challenges, influencing both operational efficiency and environmental impact.
Enzymatic deinking stands out for its eco-friendly nature, reducing chemical use by about 50% and lowering wastewater BOD (Biochemical Oxygen Demand) and COD (Chemical Oxygen Demand) by roughly 20% [5]. This method operates under milder conditions (pH 5.8–8.0 and temperatures of 104°F to 140°F, or 40°C to 60°C), which helps maintain fiber quality. For instance, enzymatic processes enhance the burst index by 15.3% and the tensile index by 2.7% [2]. However, this approach demands precise control over factors like pH, temperature, and reaction time, often requiring 90 minutes compared to the 15 minutes typical of chemical deinking [2]. The upfront costs can also be steep, as mills may need to invest in retrofitting and specialized enzyme formulations – an obstacle for operations with tight budgets [6]. Additionally, enzymatic methods can reduce the tear index by up to 21.9% and may struggle with removing larger ink particles (over 350 microns) [2][4].
Chemical deinking, on the other hand, is a more established method that integrates easily with existing infrastructure, keeping initial investment costs relatively low. However, its reliance on chemicals like NaOH, Na₂SiO₃, and H₂O₂ results in toxic wastewater with high COD and BOD levels, which require expensive treatment systems to meet environmental standards [2][5]. Chemical methods also face limitations with non-impact inks, such as laser toners, which melt and embed into fibers. Furthermore, the high pH (10–12) and elevated temperatures (158°F or 70°C and above) can weaken fibers, causing alkali darkening and reducing brightness [2][4].
The table below highlights the key differences between these two methods:
| Criteria | Chemical Deinking | Enzymatic Deinking |
|---|---|---|
| Primary Agents | NaOH, Na₂SiO₃, H₂O₂, surfactants, chelating agents | Cellulases, xylanases, pectinases, lipases, laccases |
| Environmental Impact | High; generates toxic effluents | Low; eco-friendly and biodegradable |
| Wastewater Treatment | Costly due to high COD/BOD | Less expensive; 20–22% reduction in BOD/COD |
| Fiber Quality | Prone to damage and darkening | Preserves fiber strength and quality |
| Ink Removal | Limited for non-impact inks (e.g., toners) | Effective for both impact and non-impact inks |
| Process Conditions | High pH (10–12), high temperatures (158°F+ or 70°C+) | Near-neutral pH (5.8–8.0), moderate temperatures (104–140°F or 40–60°C) |
| Initial Investment | Lower; works with existing systems | Higher; requires retrofitting and expertise |
| Chemical Use | High; depends on multiple agents | Reduced by ~50% |
| Energy Needs | High; requires aggressive conditions | Lower; operates under milder conditions |
A 2012 study underscored the benefits of enzymatic deinking, showing that it improved the burst factor by 10.52% and breaking length by 7.49%, while significantly cutting chemical consumption and wastewater toxicity [5]. These findings provide valuable insights for mills aiming to balance cost, efficiency, and environmental responsibility.
This content is for informational purposes only. Always consult official guidelines and industry experts before making decisions regarding deinking methods or formulations.
Conclusion
The advantages of enzymatic deinking stand out when compared to traditional methods. This process minimizes chemical usage, cuts down on wastewater treatment expenses, and enhances pulp quality – all while promoting more sustainable recycling practices [1][3][5].
Using composite enzyme blends has shown to improve deinking performance across various paper types [3]. Combining enzymatic treatments with physical methods like sonication or microwaving can further boost brightness and reduce leftover ink [1]. To maximize enzyme efficiency and avoid denaturation, maintaining proper pH (5.8–9.0) and temperature (104–149°F or 40–65°C) is essential [1][2].
While transitioning to enzymatic deinking may involve upfront costs, the long-term benefits – such as lower chemical reliance, better fiber preservation, and easier wastewater management – make it a worthwhile investment. Starting with pilot trials using targeted enzyme formulations can help prevent fiber damage. Scaling up the process based on specific paper grades and operational requirements ensures better results. For instance, laccase-xylanase systems work particularly well for lignin-rich newsprint.
Enzymatic deinking provides a cleaner and more efficient alternative to chemical methods, aligning with the growing need for sustainable recycling solutions. With global paper consumption surpassing 320 million tons annually, adopting eco-friendly deinking practices is not just a step forward – it’s a responsibility [3].
This content is for informational purposes only. Consult official regulations and qualified professionals before making sourcing or formulation decisions.
FAQs
Which enzyme blend works best for my paper grade?
When it comes to selecting the right enzyme blend, it largely depends on the type of paper and the specific deinking process you’re using. For instance, combining xylanase and laccase or cellulase and hemicellulases tends to work well for boosting deinking efficiency and brightness, particularly with old newsprint and office waste paper. These combinations are well-regarded for supporting more environmentally friendly deinking methods.
What mill changes are needed to switch to enzymes?
Switching to enzymes for deinking requires some process adjustments. These include incorporating enzyme application steps, fine-tuning pH and temperature to match the enzymes’ optimal activity range, and ensuring the stock has enough retention time. Since enzymes are sensitive to their surroundings, even slight fluctuations in pH or temperature beyond their ideal range can render them ineffective.
How do enzymes affect wastewater treatment costs?
Enzymes play a key role in reducing wastewater treatment costs during deinking by lowering the polluting load and significantly cutting down on sludge production. By using enzymes, chemical consumption can drop by as much as 50%, which not only reduces the strain on wastewater systems but also simplifies sludge management.
Moreover, enzymatic processes result in wastewater with reduced Chemical Oxygen Demand (COD) and Biological Oxygen Demand (BOD₅), improving treatment efficiency and driving down operational costs. This combination of benefits makes enzymes an effective solution for streamlining deinking processes while also promoting more efficient and cost-conscious wastewater treatment.



Comments are closed